7 цик л ы преобра зов ания к оор динат – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 357
HEIDENHAIN TNC 320
357
8.7
Цик
л
ы
преобра
зов
ания
к
оор
динат
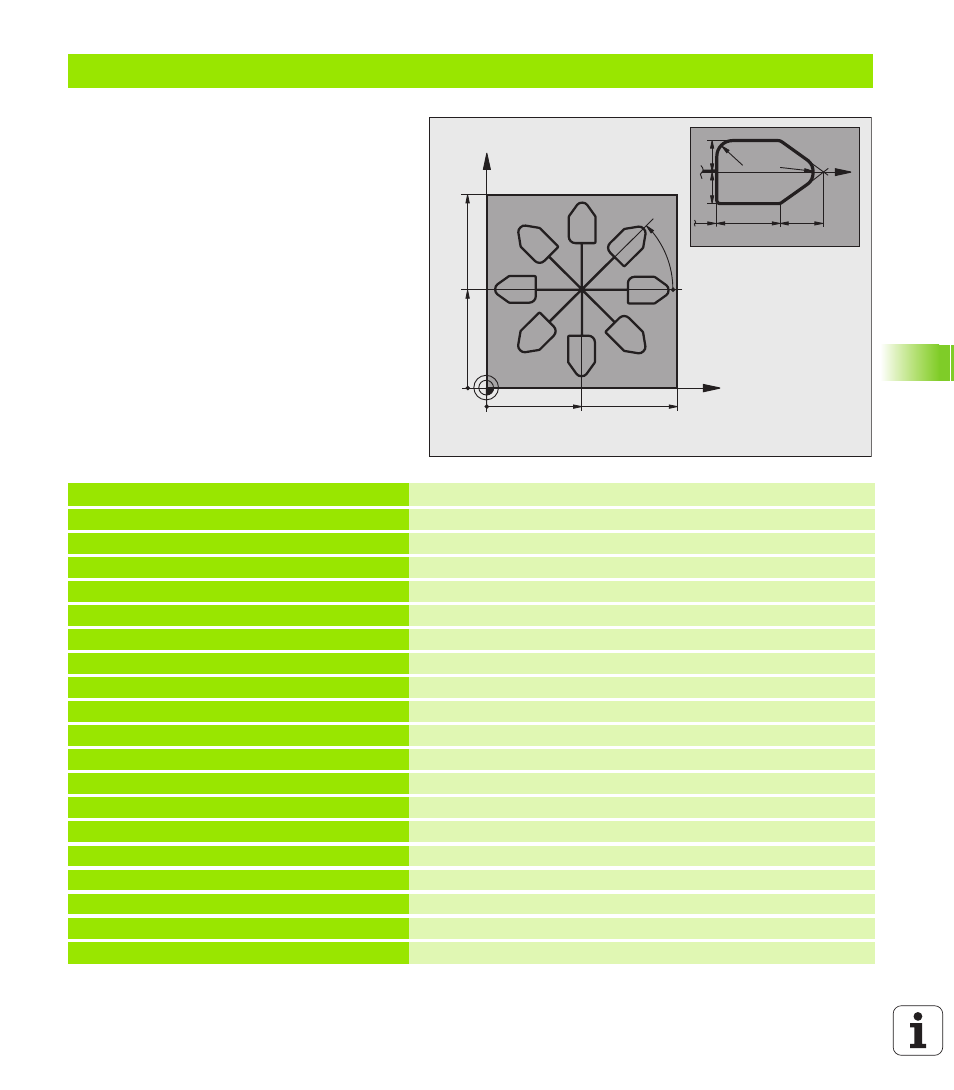
Пример: циклы преобразования координат
Выполнение программы
Преобразования координат в главной
программе
Обработка в подпрограмме, смотри
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Определение заготовки
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
Определение инструмента
4 TOOL CALL 1 Z S4500
Вызов инструмента
5 L Z+250 R0 FMAX
Вывод инструмента из материала
6 CYCL DEF 7.0 НУЛЕВАЯ ТОЧКА
Смещение нулевой точки в центр
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
Вызов обработки фрезерованием
10 LBL 10
Установка отметки для повтора части программы
11 CYCL DEF 10.0 ПОВОРОТ
Поворот на 45° инкрементально
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
Вызов обработки фрезерованием
14 CALL LBL 10 REP 6/6
Возврат к LBL 10; в сумме шесть раз
15 CYCL DEF 10.0 ПОВОРОТ
Сброс поворота
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 НУЛЕВАЯ ТОЧКА
Сброс смещения нулевой точки
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10