Чистовая обработка боковой поверхности (цикл 24), 5 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 307
HEIDENHAIN TNC 320
307
8.5 SL-
цик
лы
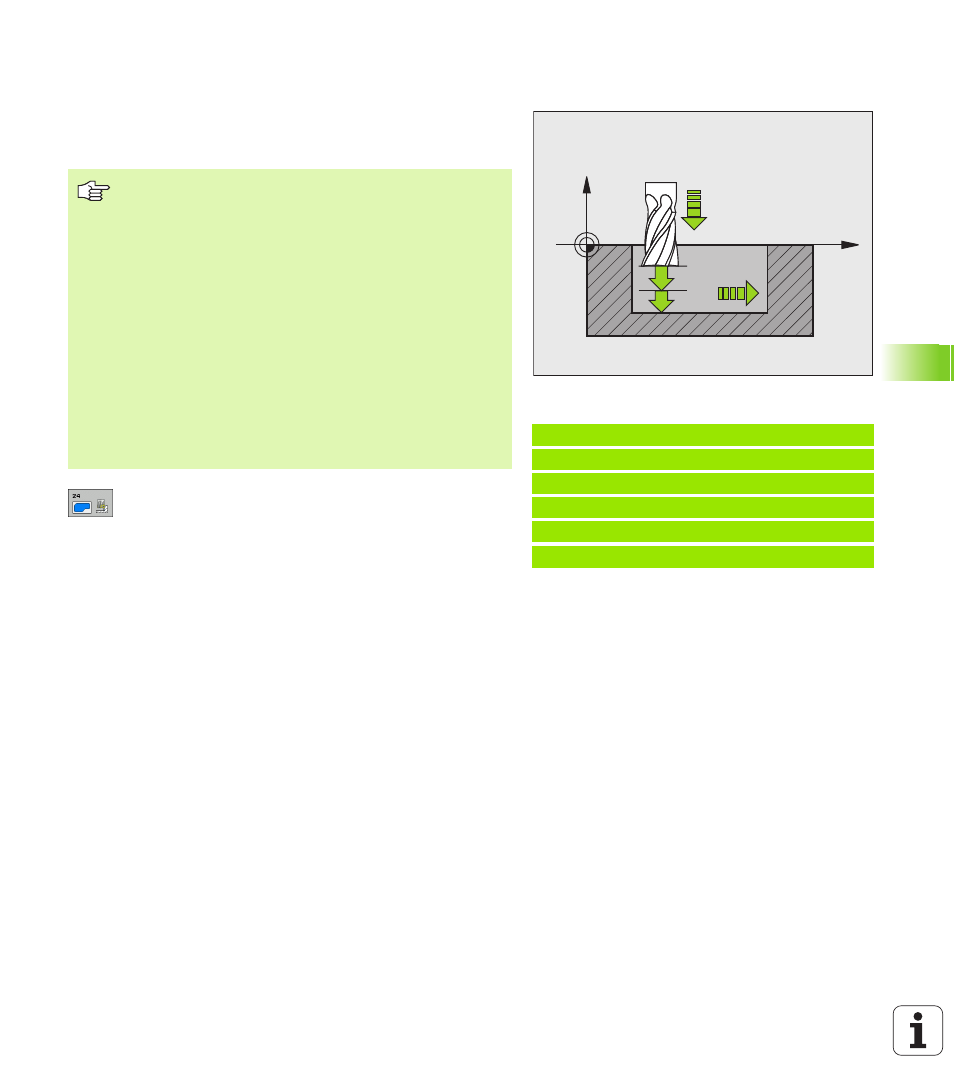
ЧИСТОВАЯ ОБРАБОТКА БОКОВОЙ
ПОВЕРХНОСТИ (цикл 24)
Система ЧПУ перемещает инструмент по круговой траектории по
касательной к подконтурам. Каждый подконтур обрабатывается
отдельно.
Направление вращения? По часовой стрелке =
–1 Q9:
направление обработки:
+1:Поворот против часовой стрелки
–1:Поворот по часовой стрелке
Глубина врезания Q10 (в инкрементах): величина
шага поперечной подачи инструмента
Подача на врезание Q11: подача врезания
Подача чистовой обработки Q12: подача
фрезерования
Припуск на чистовую обработку боковой
поверхности Q14 (в инкрементах): припуск для
многократной чистовой обработки; остатки будут
удалены, если оператор введет Q14 = 0
Пример: NC-кадры
61 CYCL DEF 24 ЧИСТОВАЯ ОБР. БОК. ПОВ.
Q9=+1
;НАПР. ВРАЩЕНИЯ
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q14=+0
;ПРИПУСК СБОКУ
X
Z
Q11
Q12
Q10
Внимательно прочитайте до начала
программирования
Сумма припуска на чистовую обработку боковой
поверхности (Q14) и радиуса чистового инструмента
должна быть меньше суммы припуска на чистовую
обработку боковой поверхности (Q3, цикл 20) и
радиуса протяжного инструмента.
Если цикл 24 производится без предварительного
выполнения черновой обработки циклом 22,
указанный вверху расчет остается действительным;
радиусу протяжного инструмента в таком случае
присваивается значение “0”.
Система ЧПУ самостоятельно устанавливает
стартовую точку чистовой обработки. Точка старта
зависит от вместимости кармана и
запрограммированного в цикле 20 припуска.