Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 278
278
8 Программирование: циклы
8.3
Цик
л
ы
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
канав
о
к
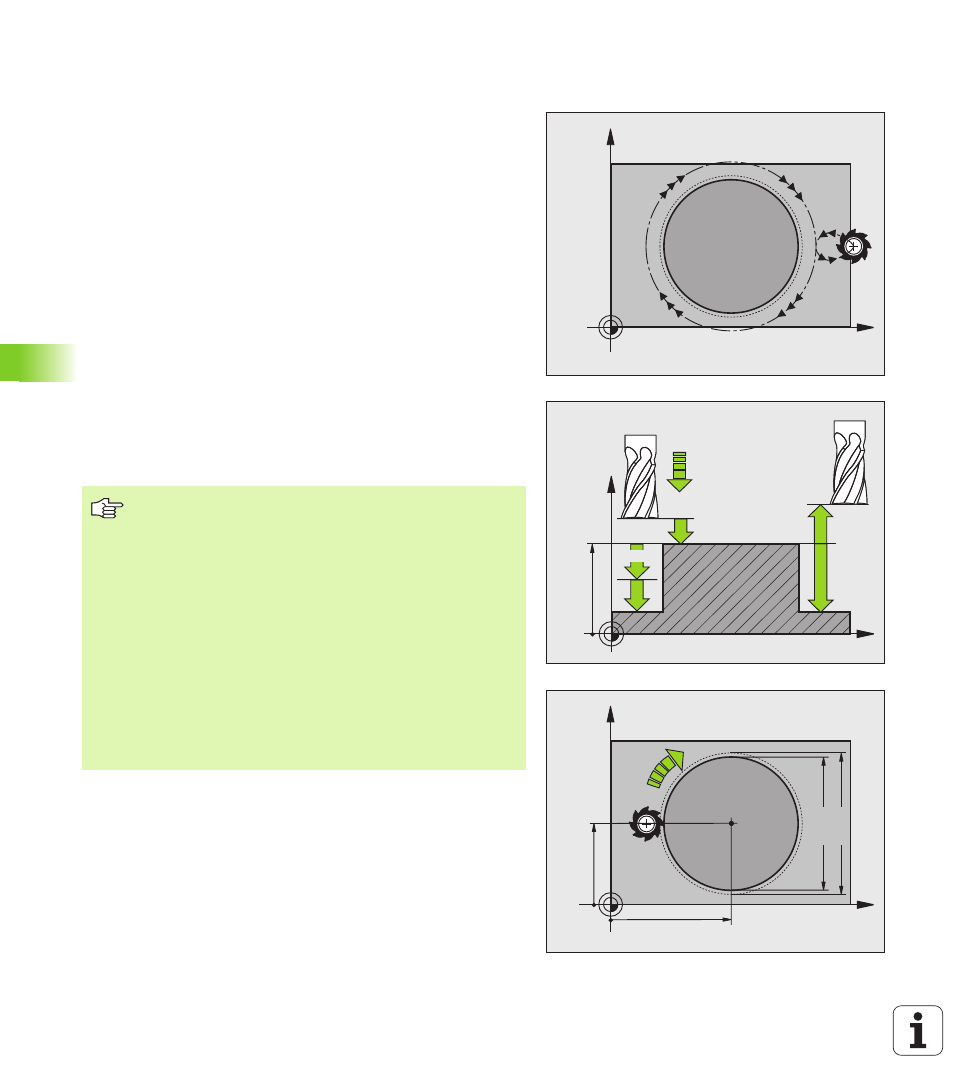
ЧИСТОВАЯ ОБРАБОТКА
ЦИЛЛИНДРИЧЕСКОЙ ЦАПФЫ (цикл 215)
1 Система ЧПУ автоматически перемещает инструмент по оси
шпинделя на безопасное расстояние или, если было задано,
на 2-е безопасное расстояние, а затем к центру цапфы
2 Из центра цапфы инструмент по плоскости обработки
перемещается в точку старта обработки. Точка старта
находится справа от цапфы, на расстоянии, примерно равном
значению радиуса, умноженному на 2
3 Если инструмент находится на 2-м безопасном расстоянии,
ЧПУ перемещает инструмент на ускоренном ходу FMAX на
безопасное расстояние и оттуда с подачей врезания - на
первую глубину врезания
4 Затем инструмент перемещается по касательной к готовой
части контура, выполняя попутное фрезерование витка.
5 После чего инструмент возвращается в точку старта на
плоскости обработки по касательной к контуру.
6 Эта операция (с 3 по 5 пункт) повторяется до тех пор, пока не
будет достигнута заданная глубина
7 В конце цикла ЧПУ перемещает инструмент с FMAX на
безопасное расстояние или, если было задано, на 2-е
безопасное расстояние и затем к центру кармана (конечное
положение = положение старта)
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q207
Q222
Q217
Q216
Внимательно прочитайте до того, как начать
программирование
Система ЧПУ автоматически выполняет
предварительное позиционирование инструмента на
оси инструмента и на плоскости обработки.
Знак (+/-) перед значением параметра цикла "Глубина"
определяет направление обработки. Если для
глубины задается значение, равное нулю, система
ЧПУ не выполняет цикл.
Для выполнения чистовой обработки в сплошном
материале следует использовать фрезу, имеющую
центральный торцовый зуб (стандарт DIN 844) и
ввести небольшое значение для подачи на глубину. В
таком случае следует задать небольшое значение для
подачи врезания.