1 движения инструмента, 1 движ ения инстр умента 6.1 движения инструмента, Функции траектории – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 138: Программирование свободного контура fk, Дополнительные m-функции, Подпрограммы и повтораы частей программ, Программирование при помощи q-параметров
138
6 Программирование: программирование контуров
6.1
Движ
ения
инстр
умента
6.1 Движения инструмента
Функции траектории
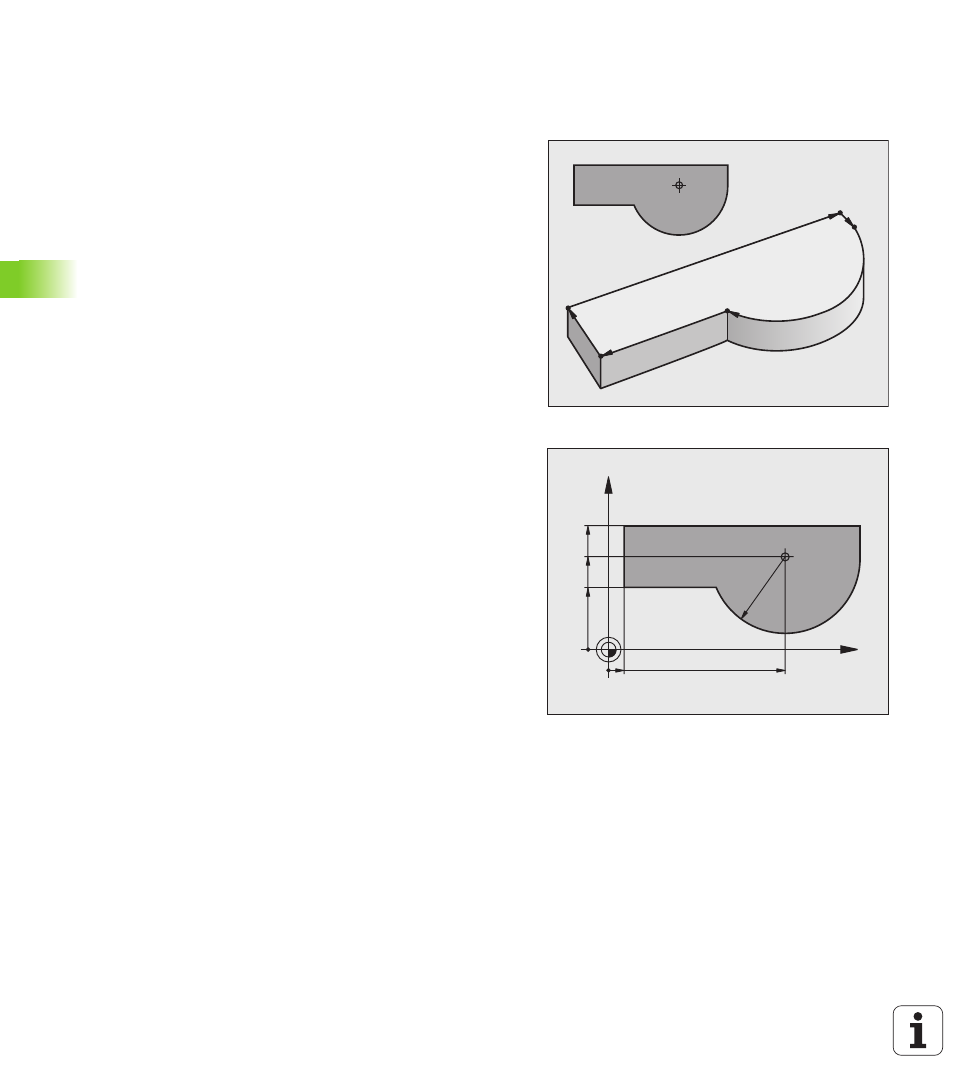
Контур заготовки, как правило, состоит из нескольких элементов,
таких, как прямые и дуги окружности. При помощи функции
траектории программируются движения инструмента для
прямых и дуг окружности.
Программирование свободного контура FK
Если Вы не располагаете соответствующим стандартам NC-
программы чертежом, и указаны не все размеры, необходимые
для NC-программы, то контур заготовки программируется путем
программирования свободного контура. Система ЧПУ
рассчитывает отсутствующие данные.
С помощью FK-программирования программируются движения
инструмента для прямых и дуг окружности.
Дополнительные M-функции
При помощи дополнительных функций Вы управляете ЧПУ,
выполнением программы, например, перерывом в выполнении
программы
такими функциями станка, как включение и выключение
шпинделя и подачи СОЖ
поведением инструмента на траектории
Подпрограммы и повтораы частей программ
Повторяющиеся шаги обработки вводятся только один раз в
качестве подпрограммы или как повторяющаяся часть
программы. Если часть программы следует выполнять только при
определенных условиях, надо назначить эти шаги программы в
качестве подпрограммы. Дополнительно программа обработки
может вызвать другую программу обработки и выполнить ее.
Программирование подпрограмм и повторов частей программы
описано в главе 9.
Программирование при помощи
Q-параметров
В программе обработки Q-параметры замещают числовые
значения: Q-параметру присваивается числовое значение в
какой-либо другой части программы. При помощи Q-параметров
можно задавать математические функции, управляющие
выполнением программы или описывающие контур.
Программирование с помощью Q-параметров описано в главе 10.
L
L
L
CC
C
X
Y
R40
115
10
80
60
40
CC