Резьбофрезерование (цикл 262) – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 245
HEIDENHAIN TNC 320
245
8.2
Цик
л
ы
св
ер
л
ения
, нарез
ания
резьбы
ме
тчик
о
м
и
резьбофрез
еров
ания
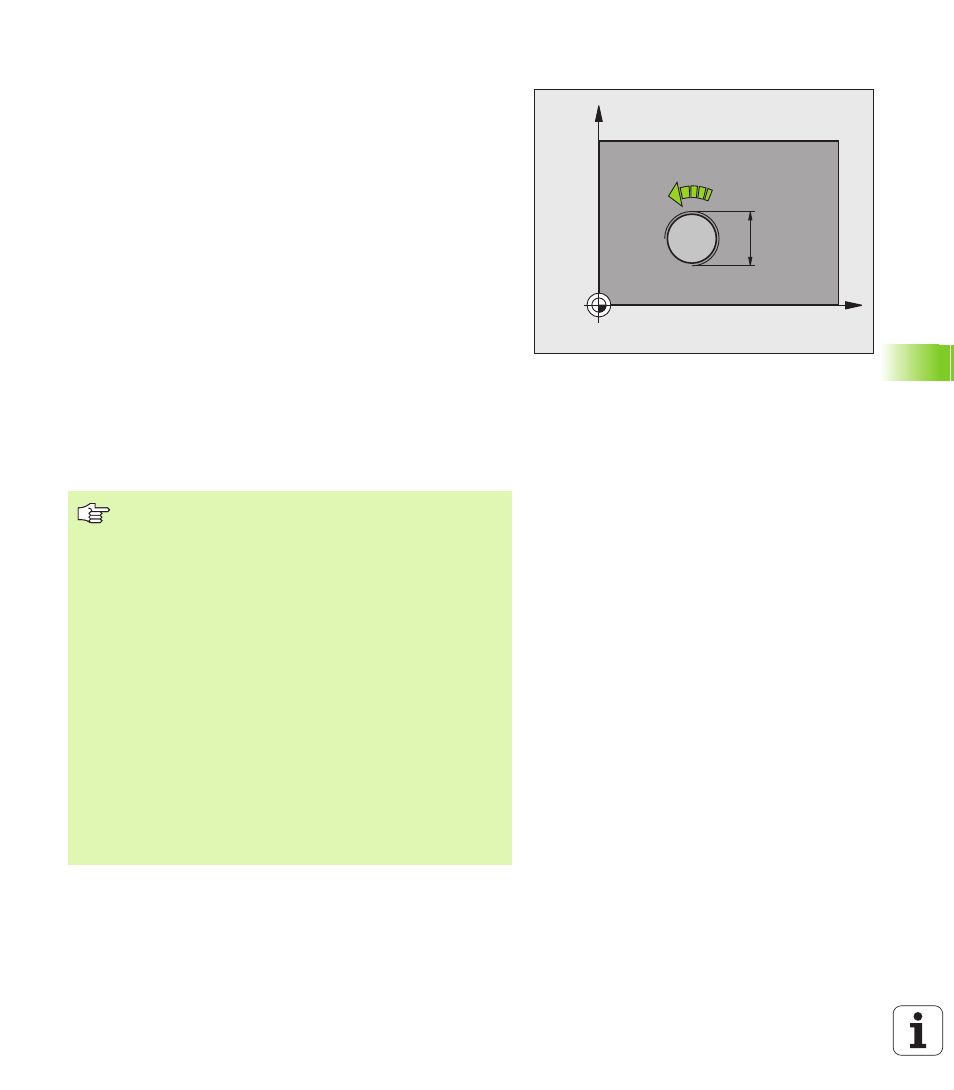
РЕЗЬБОФРЕЗЕРОВАНИЕ (цикл 262)
1 Система ЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходу FMAX на заданное безопасное расстояние
над поверхностью заготовки
2 Инструмент на запрограммированной подаче
предварительного позиционирования перемещается на
уровень начала резьбы, определяемый знаком значения шага
резьбы, видом фрезерования и количеством проходов при
винтовой интерполяции
3 Затем инструмент, двигаясь по спирали, доходит по
касательной до диаметра резьбы. Для того, чтобы траектория
резьбы при этом начиналась в запрограммированной
плоскости начала обработки, инструмент перед началом
подвода по спиральной траектории совершает еще одно
компенсационное перемещение по своей оси.
4 В зависимости от параметра "Число ниток" инструмент
фрезерует резьбу за одно или несколько смещенных
спиральных движений или же за одно непрерывное
спиральное движение
5 Затем инструмент возвращается по касательной от контура к
точке старта в плоскости обработки
6 В конце цикла ЧПУ на ускоренном ходу перемещает
инструмент на безопасное расстояние или, если было задано,
на 2-е безопасное расстояние
X
Y
Q207
Q335
Внимательно прочитайте до начала
программирования
Программируйте кадр позиционирования в точке
старта (центр отверстия) плоскости обработки с
поправкой на радиус R0.
Направление обработки определяется знаком,
стоящим перед параметром цикла "Глубина резьбы".
Если запрограммировано, что параметр "Глубина
резьбы" = 0, то ЧПУ не выполняет цикл.
Подвод к диаметру резьбы осуществляется
движением в форме полукруга, начиная с центра. Если
значение, получаемое при умножении диаметра
инструмента на 4 шага резьбы, меньше, чем диаметр
резьбы, то выполняется предварительное боковое
позиционирование.
Следует учесть, что ЧПУ перед подводом выполняет
выравнивающее движение по оси инструментов.
Размер выравнивающего движения зависит от шага
резьбы. В высверленном отверстии должно быть
достаточно места!