Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 194
194
7 Программирование: дополнительные функции
7.3
Д
о
по
лнительные
ф
ункции
вв
о
д
а
к
оор
динат
Процедура работы с M92 – точка привязки станка
Если координаты в кадрах позиционирования должны относиться
к точке привязки станка, следует ввести в этих кадрах M92.
Действие
M91 и M92 действуют только в тех кадрах программы, в которых
M91 или M92 были заданы.
M91 и M92 действуют в начале кадра.
Точка привязки заготовки
Если координаты всегда должны соотноситься с нулевой точкой
станка, то назначение точки привязки для одной оси или
нескольких осей может быть заблокировано.
Если назначение координат точки привязки заблокировано для
всех осей, то система ЧПУ прекращает показывать клавишу
softkey НАЗНАЧЕНИЕ ОПОРНОЙ ТОЧКИ в ручном режиме
работы.
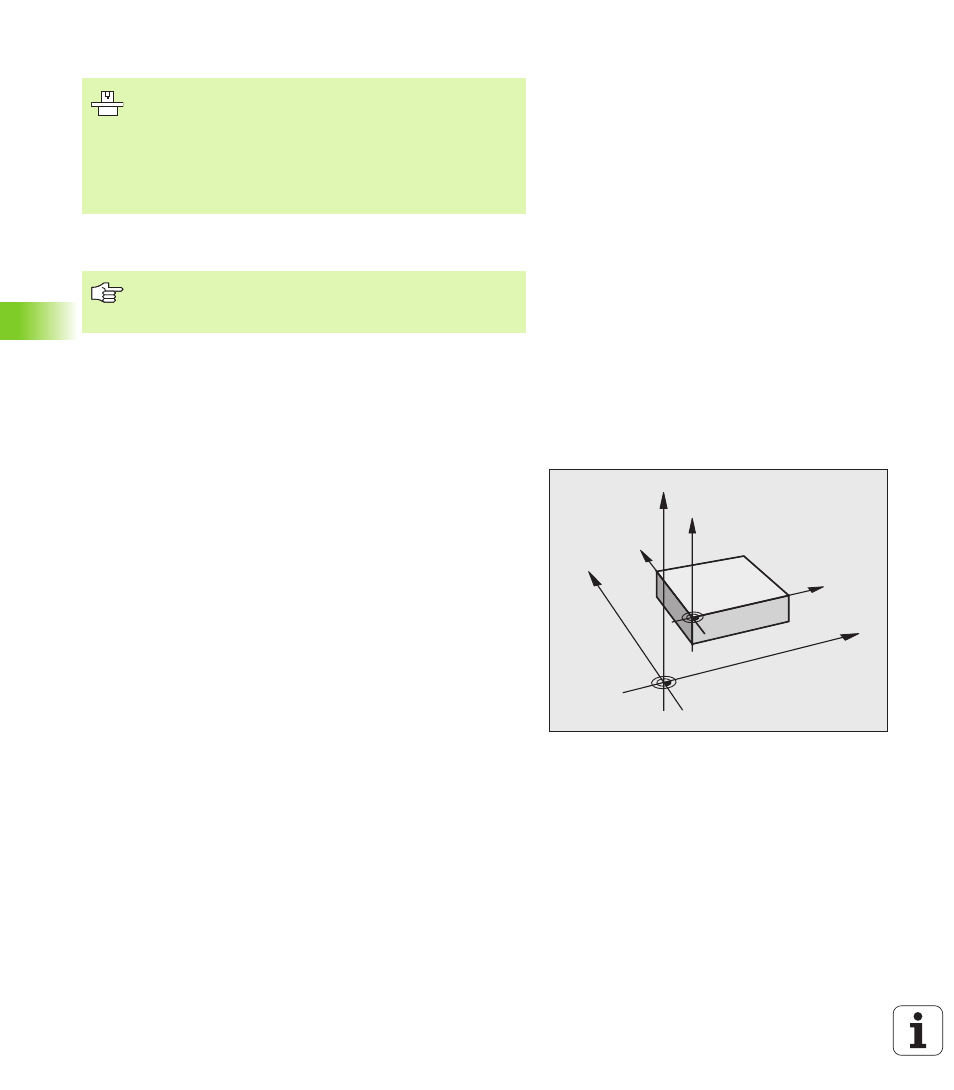
На рисунке показана система координат с нулевой точкой станка
и заготовки.
M91/M92 в режиме работы “Тест программы”
Чтобы графически моделировать движения M91/M92, следует
активировать контроль рабочего пространства и индицировать
заготовку относительно установленной точки привязки, смотри
„Изображение заготовки в рабочем пространстве”, страница 459.
Кроме нулевой точки станка производитель станка
может задать другую фиксированную позицию станка
(точку привязки станка).
Производитель станка может установить для каждой
оси расстояние от точки привязки станка до нулевой
точки станка (см. инструкцию по обслуживанию
станка).
Система ЧПУ правильно производит коррекцию на
радиус также с M91 или M92 . Тем не менее, длина
инструмента при этом не учитывается.
Z
X
Y
Z
Y
X
M