Расточка обратным ходом (цикл 204) – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 228
228
8 Программирование: циклы
8.2
Цик
л
ы
св
ер
л
ения
, нарез
ания
резьбы
ме
тчик
о
м
и
резьбофрез
еров
ания
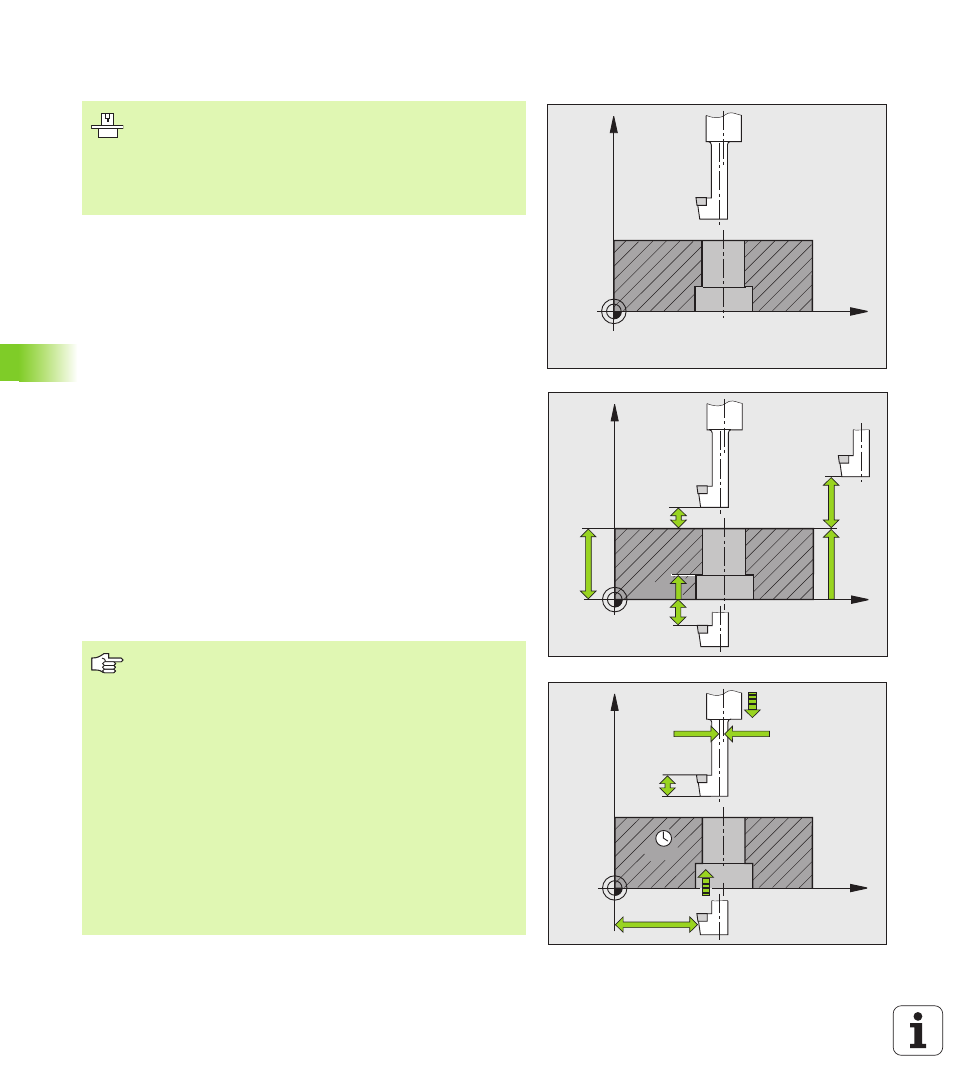
РАСТОЧКА ОБРАТНЫМ ХОДОМ (цикл 204)
С помощью этого цикла выполняются углубления на нижней
стороне заготовки.
1 Система ЧПУ позиционирует инструмент на безопасном
расстоянии над поверхностью заготовки на оси шпинделя на
ускоренном ходу FMAX
2 Там ЧПУ производит угловую ориентацию шпинделя на 0°-
позицию и смещает инструмент на размер эксцентрика
3 Затем инструмент погружается с подачей предварительного
позиционирования в предварительно высверленное
отверстие до тех пор, пока лезвие не достигнет безопасного
расстояния от нижней поверхности заготовки
4 ЧПУ возвращает инструмент в центр отверстия, включает
шпиндель и, при необходимости, подачу СОЖ и
передвигается со скоростью подачи зенкерования на
заданную глубину зенкерования
5 Если это было запрограммировано, инструмент
выдерживается на дне углубления и затем выводится из
высверленного отверстия, проводит угловую ориентацию
шпинделя и вновь смещает на размер эксцентрика
6 Затем система ЧПУ возвращает инструмент на безопасное
расстояние со скоростью подачи предварительного
позиционирования и оттуда, если это было задано, с подачей
FMAX на 2-е безопасное расстояние.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Станок и ЧПУ должны быть подготовлены фирмой-
изготовителем к эксплуатации.
Цикл используется только на станках с управляемым
шпинделем.
Цикл работает только с обратными борштангами.
Внимательно прочитайте перед началом
программирования:
Программируйте кадр позиционирования в точке
старта (центр отверстия) плоскости обработки с
поправкой на радиус R0.
Знак числа параметра цикла "Глубина" определяет
направление обработки при зенкеровании. Внимание:
если перед числом - положительный знак,
зенкерование проводится в направлении
положительной оси шпинделя.
Следует ввести такую длину инструмента, чтобы была
измерена не режущая кромка инструмента, а нижняя
кромка борштанги.
ЧПУ учитывает длину лезвия борштанги и толщину
материала при расчете точки старта зенкерования.