Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 140
140
6 Программирование: программирование контуров
6.2
Основная
инф
о
р
м
ация
о
фу
н
кц
и
я
х
траект
орий
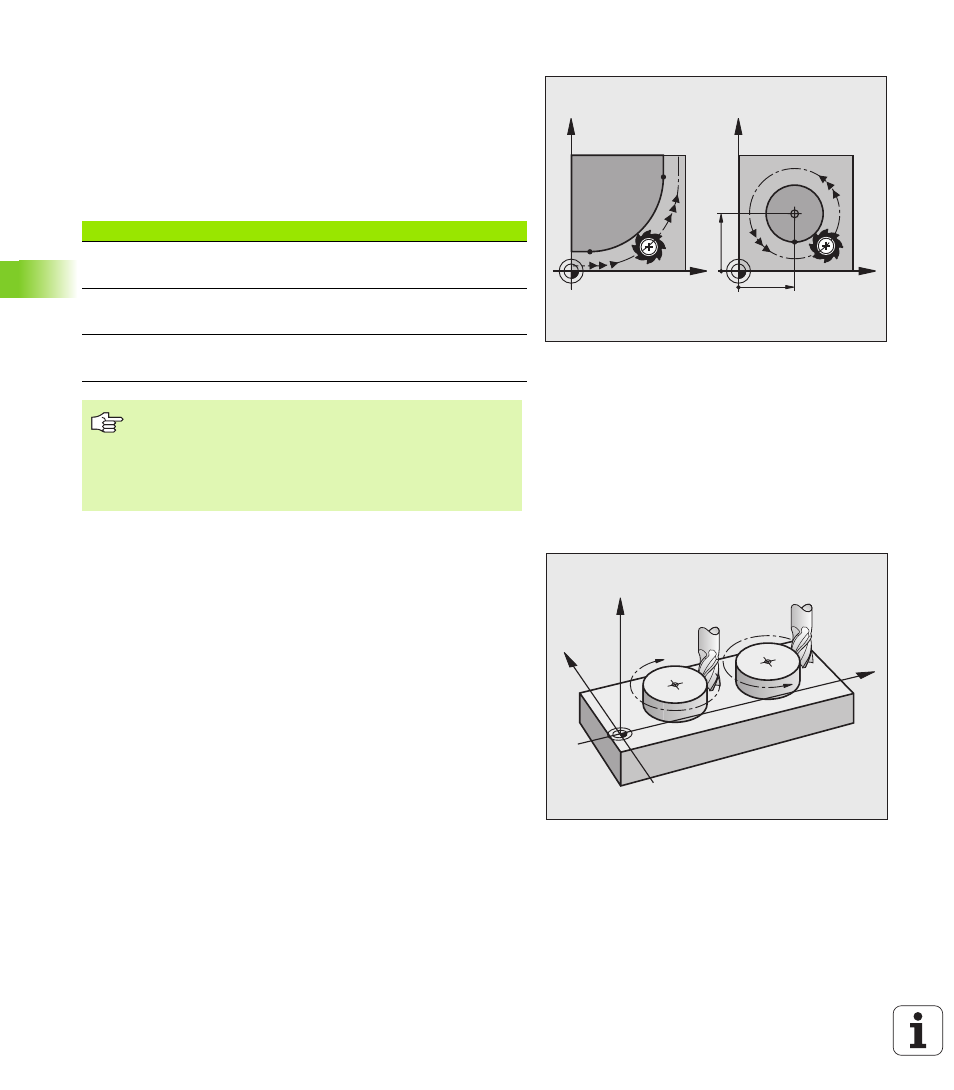
Окружности и дуги окружности
При круговых движениях ЧПУ перемещает две оси станка
одновременно: инструмент передвигается относительно
заготовки по круговой траектории. Для круговых движений можно
ввести центр окружности CC.
Вместе с функциями траектории для дуг окружности
программируются окружности на главных плоскостях: главная
плоскость должна определяться при вызове инструмента TOOL
CALL путем определения оси шпинделя:
Направление вращения DR при круговых движениях
Для круговых движений без плавного перехода к другим
элементам контура введите направление вращения DR:
Направление вращения по часовой стрелке: DR–
Вращение против часовой стрелки: DR+
Поправка на радиус
Поправка на радиус должна находиться в том кадре, с которого
начинается обработка первого элемента контура. Поправка на
радиус не может начинаться в кадре для круговой траектории.
Следует задать ее ранее в кадре прямых (смотри „Движение по
траектории – декартовы координаты”, страница 151) или в кадре
подвода (APPR-кадр, смотри „Вход в контур и выход из него”,
Предварительное позиционирование
Надо так предварительно позиционировать инструмент в начале
программы обработки, чтобы исключить возможность
повреждения инструмента и заготовки.
X
Y
X
Y
CC
X
CC
Y
CC
Ось шпинделя
Главная плоскость
Z
XY, а также
UV, XV, UY
Y
ZX, а также
WU, ZU, WX
X
YZ, а также
VW, YW, VZ
Окружности, не лежащие параллельно к главной
плоскости, программируются при помощи функции
"Разворот плоскости обработки ”(смотри
„ПЛОСКОСТЬ ОБРАБОТКИ (цикл 19, ПО-опция 1)”,
страница 351) или при помощи Q-параметров (смотри
„Принцип действия и обзор функций”, страница 382).
CC
CC
DR
DR+
X
Z
Y