Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 254
254
8 Программирование: циклы
8.2
Цик
л
ы
св
ер
л
ения
, нарез
ания
резьбы
ме
тчик
о
м
и
резьбофрез
еров
ания
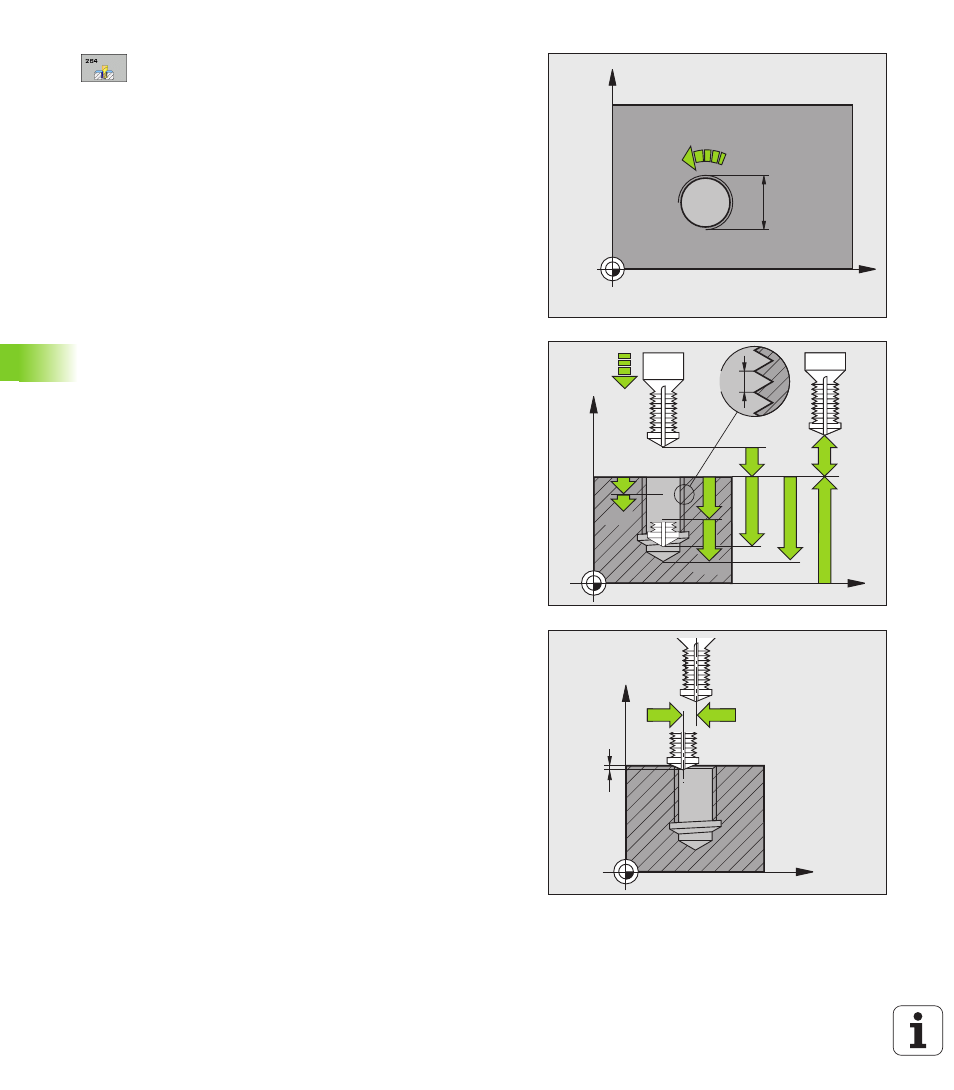
Заданный диаметр Q335: диаметр резьбы
Шаг резьбы Q239: шаг резьбы. Правое или левое
направление резьбы определяется знаками +/-:
+ = правая резьба
– = левая резьба
Глубина резьбы Q201 (в инкрементах):
расстояние от поверхности заготовки до дна
отверстия, на стенках которого будет выполняться
резьба
Глубина сверления Q356: (в инкрементах):
расстояние между поверхностью заготовки и дном
отверстия
Подача предварительного позиционирования
Q253: скорость перемещения инструмента при
врезании в заготовку или при выходе из заготовки
в мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M03
+1 = попутное фрезерование
–1 = встречное фрезерование
Глубина врезания Q202 (в инкрементах):
величина, на которую каждый раз врезается
инструмент. параметр "глубина" не обязательно
должен быть кратен параметру "глубина
врезания". Система ЧПУ производит
перемещение на глубину за один рабочий ход,
если:
параметры "глубина врезания" и "глубина"
идентичны
значение параметра "глубина врезания" больше
значения параметра "глубина"
Расстояние опережения - сверху Q258 (в
инкрементах): безопасное расстояние для
позиционирования на ускоренном ходу, когда
система ЧПУ возвращает инструмент на текущую
глубину врезания после вывода из отверстия
Глубина сверления до ломки стружки Q257 (в
инкрементах): подача на глубину, после которой
ЧПУ выполняет ломка стружки. Если введен 0,
ломка стружки не производится.
Обратный ход при ломке стружки Q256 (в
инкрементах): значение, на которое ЧПУ отводит
инструмент при ломке стружки
Глубина с торцевой стороны Q358 (в
инкрементах): расстояние между поверхностью
заготовки и вершиной инструмента во время
зенкерования с торцевой стороны
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356
X
Z
Q359
Q359
Q358