Фрезерование плоскостей (цикл 232) – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03)
Страница 332
332
8 Программирование: циклы
8.6
Цик
л
ы
стро
чног
о
фрез
еров
ания
пов
ер
х
но
стей
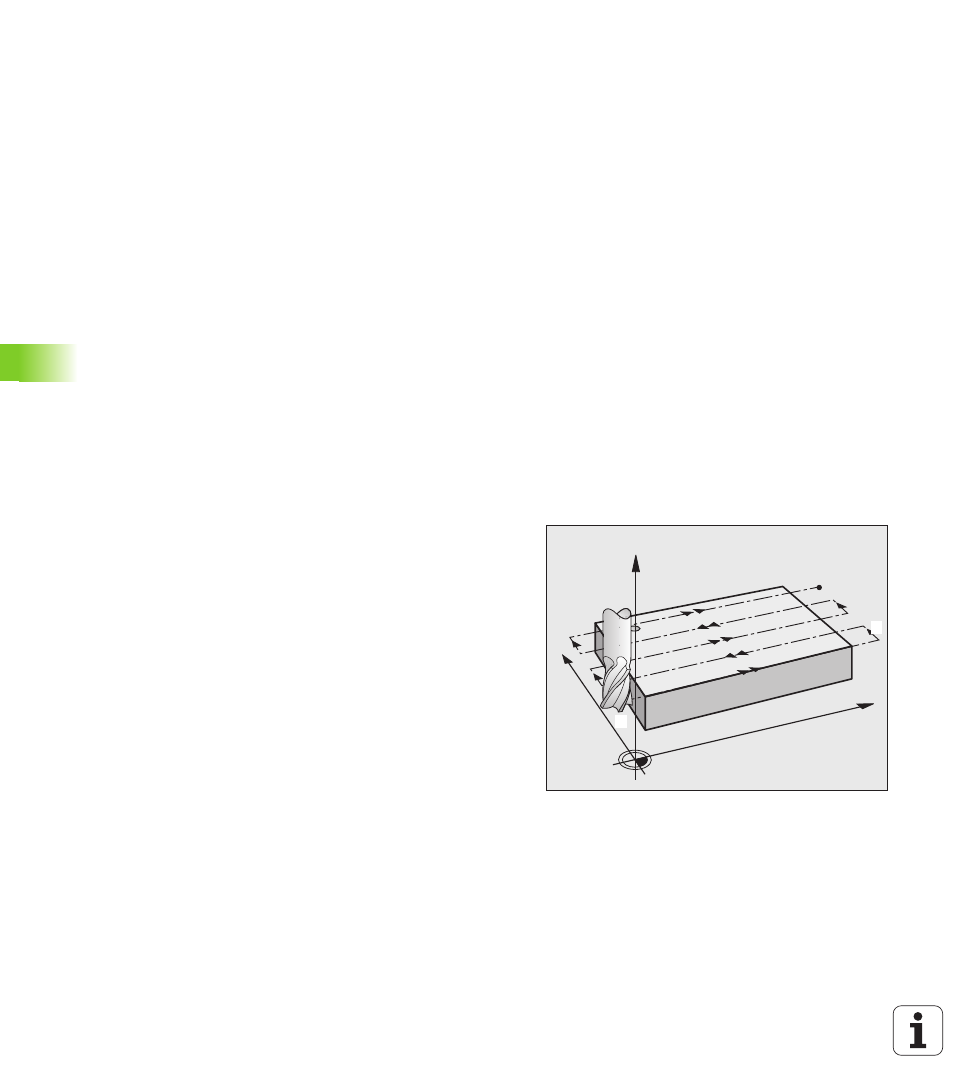
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ (цикл 232)
С помощью цикла 232 можно выполнять фрезерование плоских
поверхностей несколькими врезаниями и при учете припуска на
чистовую обработку. Существует три стратегии обработки:
Стратегия Q389=0: обработка в форме меандра, подача на
глубину со стороны, находящейся вне обрабатываемой
поверхности
Стратегия Q389=1: обработка в форме меандра, подача на
глубину со стороны, находящейся внутри обрабатываемой
поверхности
Стратегия Q389=2: обработка построчно, обратный ход и
подход к следующей строке с подачей предварительного
позиционирования.
1 Система ЧПУ позиционирует инструмент из текущей позиции
на ускоренном ходу FMAX с логикой позиционирования в точку
старта
1
: если текущая позиция на оси шпинделя находится от
контура на удалении, превышающем 2-е безопасное
расстояние, ЧПУ перемещает инструмент сначала в плоскость
обработки, а затем по оси шпинделя, или же сначала на 2-е
безопасное расстояние, а потом в плоскость обработки. Точка
старта в плоскости обработки находится (со смещением на
радиус инструмента и на безопасное расстояние от боковой
поверхности) рядом с заготовкой
2 Затем инструмент со скоростью подачи позиционирования
перемещается по оси шпинделя на рассчитанную ЧПУ первую
глубину врезания
Стратегия Q389=0
3 Затем инструмент перемещается с запрограммированной
скоростью подачи фрезерования в конечную точку
2
. Конечная
точка находится вне поверхности, ЧПУ рассчитывает ее,
исходя из координат запрограммированной точки старта,
значения запрограммированной длины,
запрограммированного безопасного расстояния от боковой
поверхности контура и радиуса инструмента
4 ЧПУ смещает инструмент со скоростью подачи
предварительного позиционирования в поперечном
направлении в точку старта следующей строки; ЧПУ
рассчитывает смещение, исходя из значения
запрограммированной ширины, радиуса инструмента и
максимального коэффициента перекрытия траекторий
5 Затем инструмент возвращается по направлению к точке
старта
1
6 Процесс повторяется до тех пор, пока заданная поверхность
не будет обработана полностью. В конце последнего прохода
осуществляется врезание на следующую глубину обработки
7 Затем плоскость обрабатывается в обратной
последовательности для того, чтобы избежать холостых ходов
8 Процесс повторяется до тех пор, пока не будут выполнены все
врезания. При последнем врезании выполняется
фрезерование только заданного припуска на чистовую
обработку с подачей чистовой обработки
9 В конце ЧПУ возвращает инструмент с FMAX на 2-
е безопасное расстояние
X
Y
Z
1
2