Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 59
HEIDENHAIN TNC 410, TNC 426, TNC 430
33
3.1
Программиров
ание
и
выпо
лнение
про
стых
видов
обрабо
тки
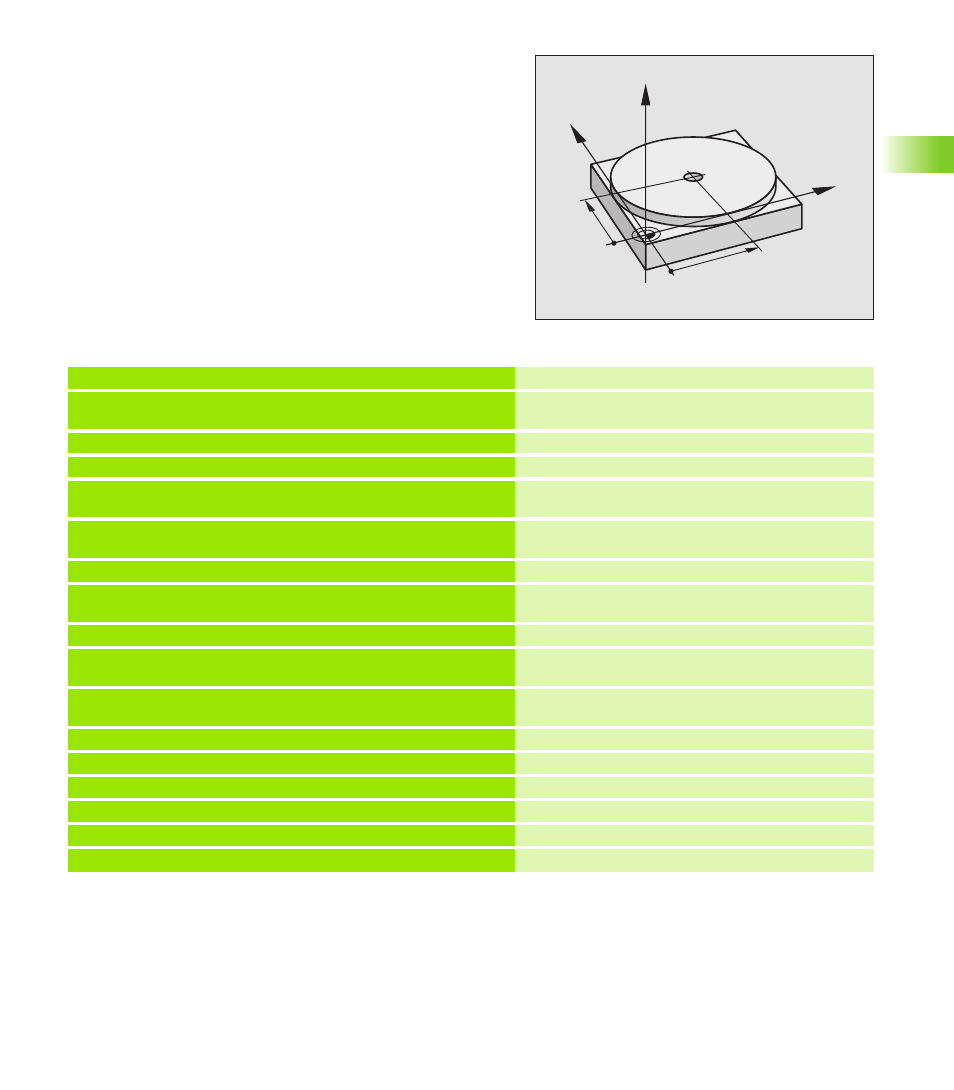
Пример 1
Надо выполнить отверстие глубиной 20 мм на отдельной
загатовке. После закрепления загатовки, центрировании и
установлении опорной точки можете с помощью нескольких строк
составить программу и её выполнить.
Сначала предпозиционируем инструмент с помощью
предложений прямых над загатовкой и позиционируем на
безопасное расстояние в 5 мм над отверстием. Затем
выполняется отверстие с помощью цикла G83 Глубокое
сверление.
Функция прямых G00 (смотри “Прямая на ускоренном ходе G00
Прямая с подачей G01 F. . .” на странице 127), цикл G83 Глубокое
сверление (смотри “ГЛУБОКОЕ СВЕРЛЕНИЕ (цикл G83)” на
Y
X
Z
50
50
%$MDI G71 *
N10 G99 T1 L+0 R+5 *
Определить инструмент: Нулевой инструмент,
радиус 5
N20 T1 G17 S2000 *
Вызов инструмента: Ось инструмента Z,
Частота вращения шпинделя 2000 об/мин
N30 G00 G40 G90 Z+200 *
Свободное перемещение инструмента
(ускоренный ход)
N40 X+50 Y+50 M3 *
Позиционировать инструмент на ускоренном
ходе над отверстием,
включить шпиндель
N50 G01 Z+2 F2000 *
Позиционировать инструмент 2 mm над
отверстием
N60 G83
Определить цикл G83 Глубокое сверление:
P01 +2
Безопасное расстояние инструмента над
отверстием
P02 -20
Глубина отверстия (знак числа=направление
работы)
P03 +10
Глубина каждой подачи перед возвратом
P04 0,5
Время пребывания на дне отверстия в секундах
P05 250 *
Подача сверления
N70 G79 *
Вызов цикла G83 Глубокое сверление
N80 G00 G40 Z+200 M2 *
Свободный ход инструмента
N99999 %$MDI G71 *
Конец программы