Оболочка цилиндра (цикл g127), G27 оболочка цилиндра, 7 sl- цик лы гр уппа ii ( не т на tnc 410) – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 310
284
8 Программирование: Циклы
8.7 SL-
цик
лы
гр
уппа
II (
не
т
на
TNC 410)
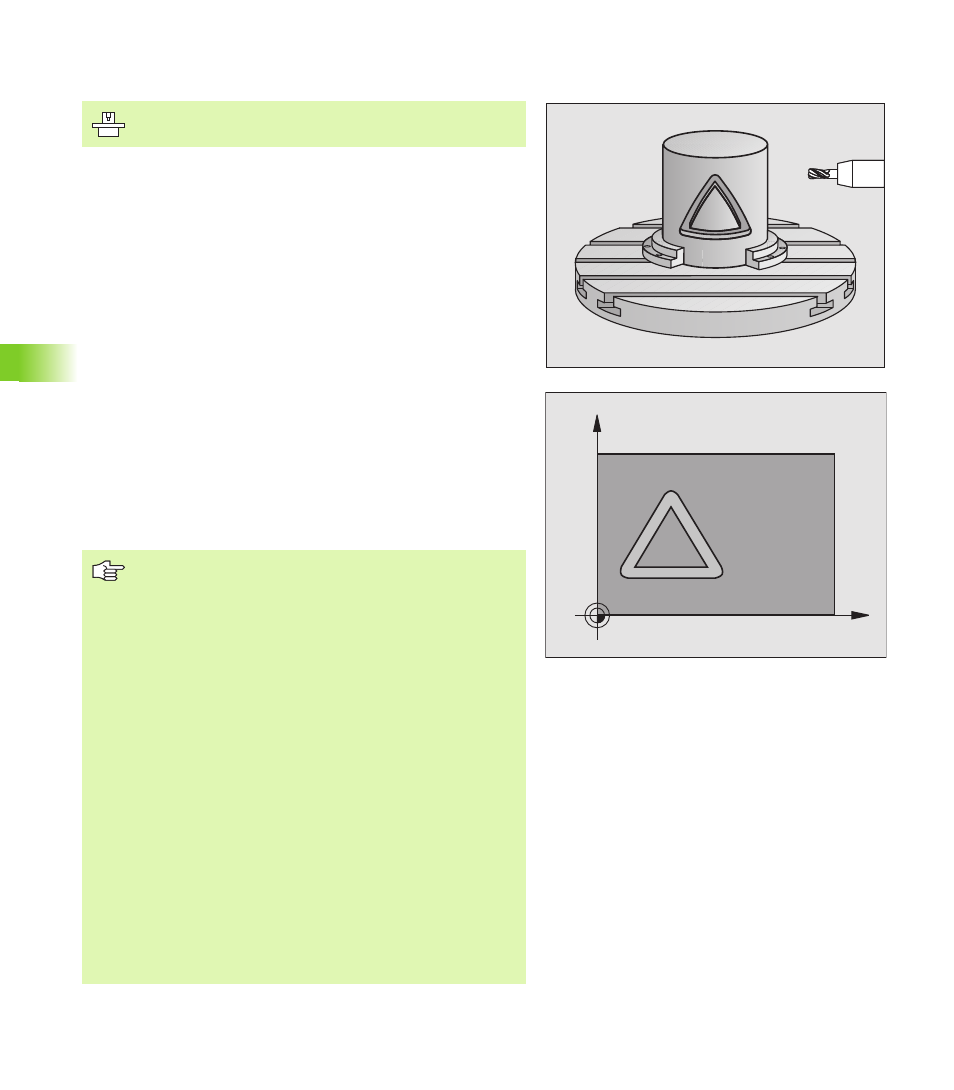
ОБОЛОЧКА ЦИЛИНДРА (цикл G127)
С помощью этого цикла можете определённый на развёртке
контур перенести на оболочку цилиндра. Используйте цикл 128,
для пазов.
Контур описываете в подпрограмме, определённой через цикл
G37 (КОНТУР).
Подпрограмма содержит координаты на оси наклона (нпр. C-ось)
и оси, лежащей к ней паралелльно (нпр. оси шпинделя). В
качестве функции траектории находятся G1, G11, G24, G25 и G2/
G3/G12/G13 с R.
Данные на оси наклона можете вводить на выбор в градусах или
в мм (дюймах) (определить при дефиниции цикла).
1 УЧПУ позиционирует инструмент над пунктом врезания; при
этом учитывается припуск на чистовую обработку со стороны
2 На первой глубине подвода инструмент фрезерует вдоль
программированного контура с рабочей подачей Q12
3 В конце контура УЧПУ перемещает инструмент на безопасное
расстояние и обратно в точку врезания;
4 Эти шаги 1 до 3 повторяются, пока будет достигнута
программированная глубина фрезерования Q1
5 Затем инструмент перемещается на безопасное расстояние
C
Z
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
Память для SL-цикла ограничена. Можете в одном SL-
цикле программировать нпр. максимально 256
предложений прямых.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет цикла.
Использовать фрезу с режущим по середине торцовым
зубом (ДИН 844).
Цилиндр должен быть закреплённым соосно на
поворотном столе.
Ось шпинделя должна пробегать перпендикулярно к
оси поворотного стола. Если такое не имеет места, то
УЧПУ выдаёт сообщение об ошибках.
Этот цикл можете выполнить также при наклонённой
плоскости обработки.
УЧПУ проверяет, лежит в пределах индикации оси
вращения корригированная или некорригированная
траектория инструмента (установлено в параметре
станка 810.x). В случае сообщения об ошибках “Ошибка
программирования контура” установить тогда MP 810.x
= 0.