Поворот (цикл g73), Поворочивание контуров на плоскости, Обработки – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 337: 9 цик л ы для пере сч ёта к оор динат
HEIDENHAIN TNC 410, TNC 426, TNC 430
311
8.9
Цик
л
ы
для
пере
сч
ёта
к
оор
динат
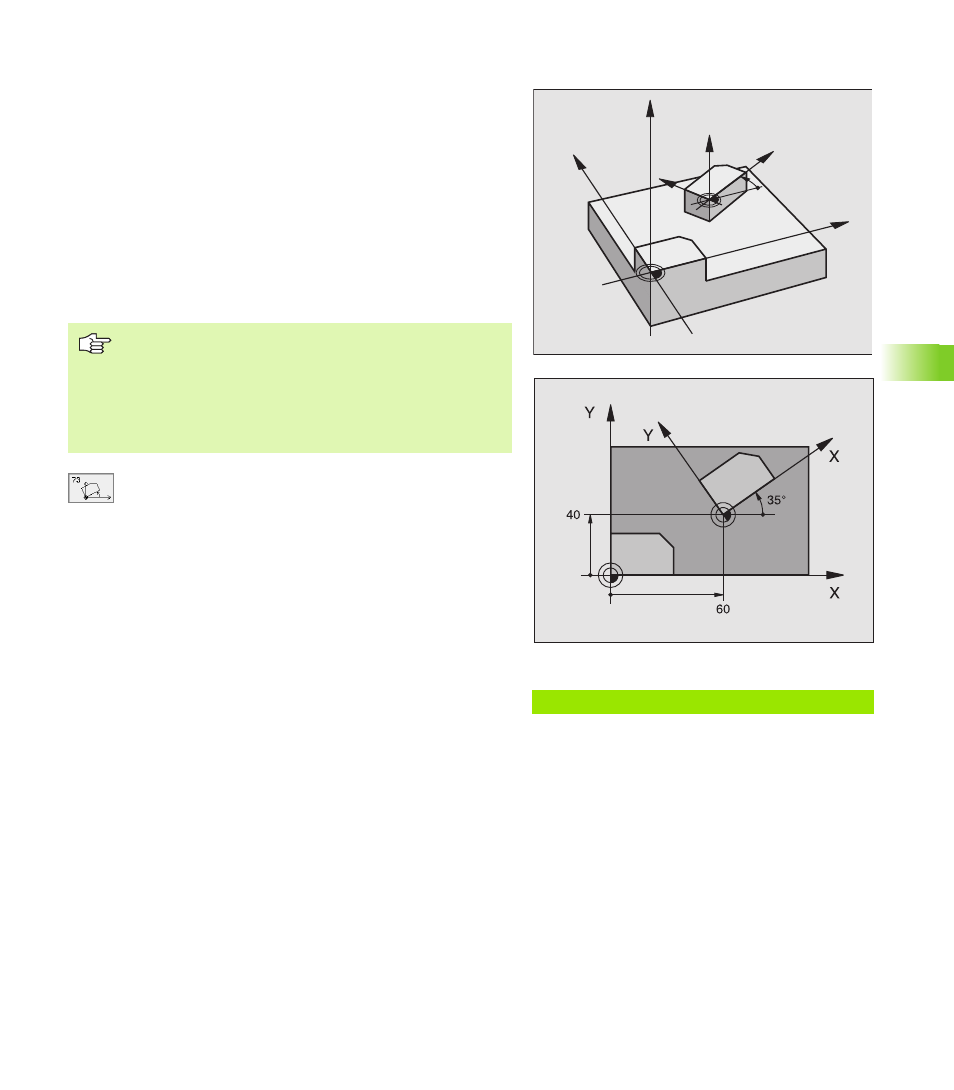
ПОВОРОТ (цикл G73)
В пределах программы УЧПУ может поворочивать систему
координат на плоскости обработки вокруг активной нулевой точки.
Действие
ПОВОРОТ действует с эго дефиниции в программе. Она
действует также в режиме работы Позиционирование с ручным
вводом. УЧПУ указывает активный угол поворота в
дополнительной индикации статуса.
Базовая ось для угла поворота:
X/Y-плоскость X-ось
Y/Z-плоскость Y-ось
Z/X-плоскость Z-ось
8
Поворот: Ввести угол поворота в градусах (°).
Пределы ввода: -360° до +360° (абсолютно G90
перед H или инкрементно G91 перед H)
Сброс
Программировать цикл ПОВОРОТ с углом поворота 0°.
Пример: ЧУ-запись
N72 G73 G90 H+25 *
Z
Z
X
X
Y
Y
Обратите внимание перед программированием
УЧПУ отнимает активную коррекцию радиуса путём
определения цикла G73. При необходимости повторно
программировать коррекцию радиуса.
После определения цикла G73, переместите обе оси
плоскости обработки для активирования поворота.