9 цик л ы для пере сч ёта к оор динат – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 330
304
8 Программирование: Циклы
8.9
Цик
л
ы
для
пере
сч
ёта
к
оор
динат
НУЛЕВАЯ ТОЧКА-перемещение с помощью
таблиц нулевых точек (цикл G53)
Применение
Таблицу нулевых точек применяете при нпр. при
часто повторяющихся рабочих шагах в разных местах
обабатываемой детали или
при частом использовании того же самого перемещения
нулевой точки
В пределах программы можете так программировать
непосредственно нулевые точки в дефиниции цикла как их
вызывать из таблицы нулевых точек.
8
Смещение: Ввести номер нулевой точки из
таблицы нулевых точек или ввести Q-параметр;
если вводите Q-параметр, то УЧПУ активирует
номер нулевой точки, стоящей в Q-параметре
Сброс
Вызов из таблицы нулевых точек перемещение с координатами
X=0; Y=0 и т.д.
Вызов перемещения с координатами X=0; Y=0 и т.д.
непосредственно с помощью дефиниции цикла
Пример: ЧУ-предложения
N72 G53 P01 12 *
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
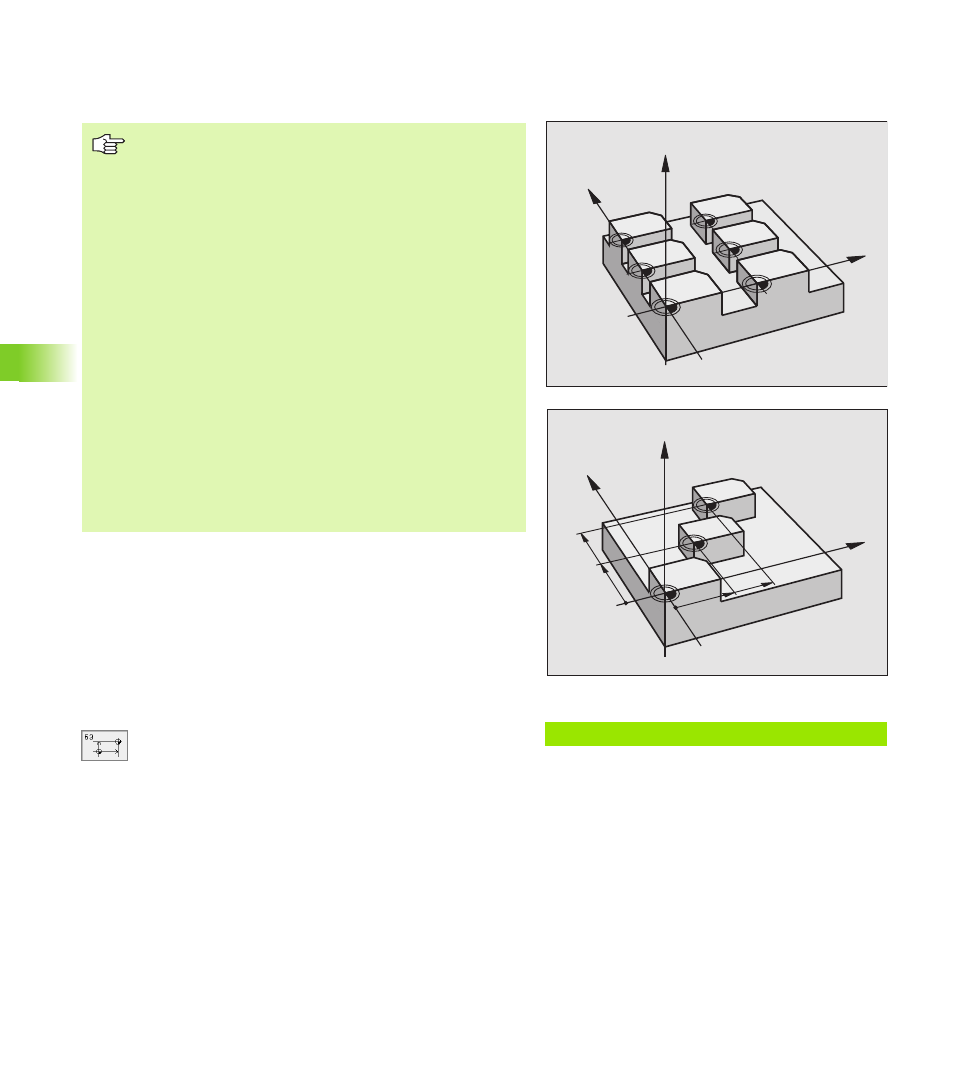
Нулевые точки из таблицы нулевых точек могут
относиться к актуальной опорной точке или к нулевой
точке станка (зависит от параметра машины 7475)
Значения координат из таблицы нулевых точек
действительны только в абсолютном виде.
(нет на TNC 410)
Для использования таблицы нулевых точек, надо
активировать таблицу нулевых точек перед тестом
программы или прогоном программы (действует также
для графики программы):
Выбирать желаемую таблицу для теста программы
в режиме работы Тест программы через
управление файлами: таблица получает статус S
Таблица получает статус S
Выбор желаемой таблицы для пробега программы
в режиме работы пробега программы через
управление файлами: Таблица получает статус M
Новые строки можете ввести только в конце таблицы
Исползуйте только одну таблицу нулевых точек, тогда
избегаете перепутаний при активировании в режимах
работы прогона программы