Ориентация шпинделя (цикл g36), 10 специальные цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 347
HEIDENHAIN TNC 410, TNC 426, TNC 430
321
8.10
Специальные
цик
лы
8
Имя программы: Имя вызываемой программы,
при необходимости с трактом, на котором
находится программа
Программу вызываете с
G79 (отдельная запись) или
M99 (предложениями) или
M89 (выполняется после каждого предложения
позиционирования)
Пример: Вызов программы
Из программы надо вызывать через цикл вызываемую программу
50.
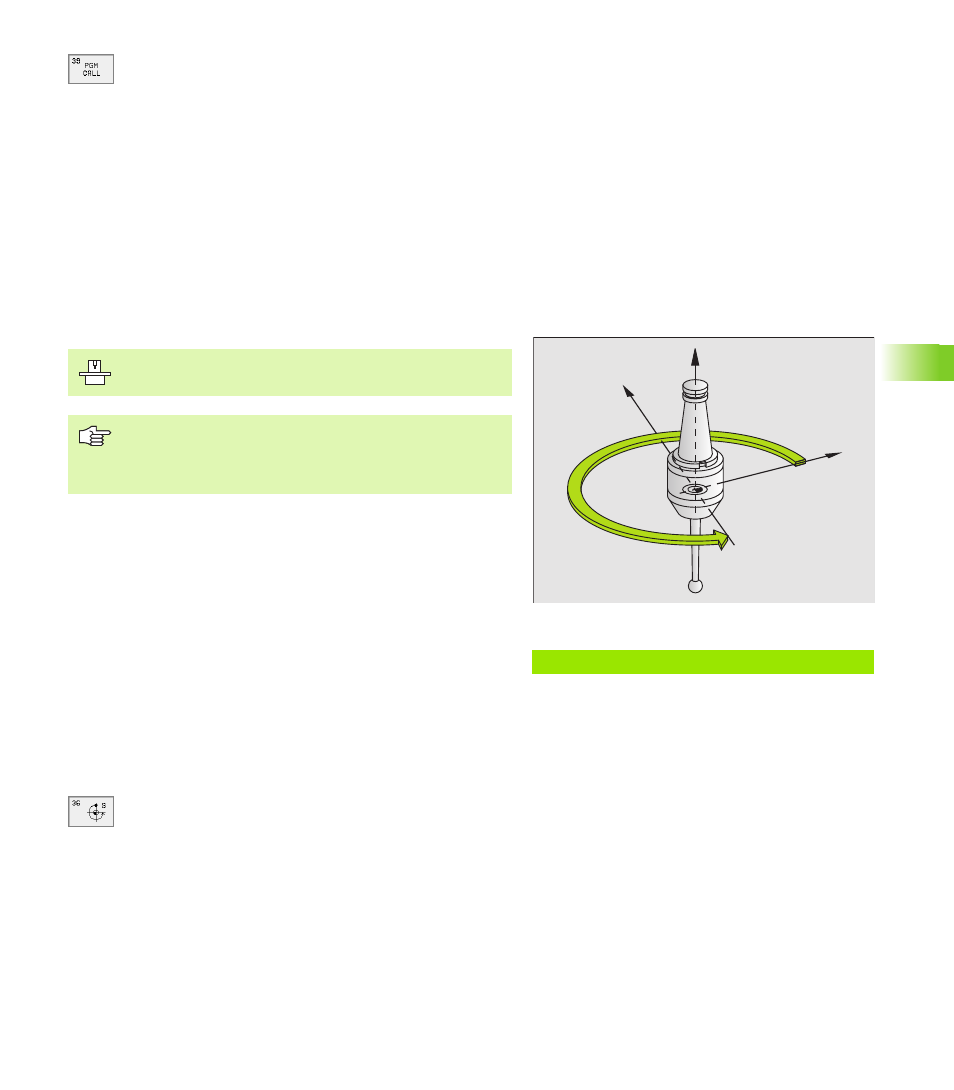
ОРИЕНТАЦИЯ ШПИНДЕЛЯ (цикл G36)
УЧПУ может управлять главным шпиндельём станка и
поворочивать его в определённое углом положение.
Ориентация шпинделя требуется нпр.
в случае систем смены инструмента с определённым
положением смены для инструмента
для установливания окна передачи и приёма 3D-импульсных
систем с инфракрасной передачей
Действие
Определённое в цикле положение угла УЧПУ позиционирует
путём программирования M19 или M20 (зависит от станка).
Если программируете M19, или M20, без определения заранее
цикла G36, то УЧПУ позиционирует главный шпиндель на
значение угла, определённое в параметре станка (смотри
инструкцию станка).
8
Угол ориентации: Угол относительно опорной оси
угла рабочей поверхности ввести
Пределы ввода: 0 до 360°
Точность ввода: 0,001°
Пример: ЧУ-запись
N76 G36 S25*
X
Y
Z
Станок и УЧПУ должны быть подготовлены
производителем станков.
В циклах обработки 202, 204 и 209 используется цикл
13. Обратите внимание в Вашей ЧУ-программе, что
иногда Вы должны программировать повторно цикл 13
просле одного из выше названых циклов обработки.