Плоскость обработки (цикл g80, нет на tnc 410, Системе координат, Выполнит для станков с качающимися – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 339: Головками, И/или поворотными столами (нет tnc 410), 9 цик л ы для пере сч ёта к оор динат
HEIDENHAIN TNC 410, TNC 426, TNC 430
313
8.9
Цик
л
ы
для
пере
сч
ёта
к
оор
динат
ПЛОСКОСТЬ ОБРАБОТКИ (цикл G80,
нет на TNC 410
Действие
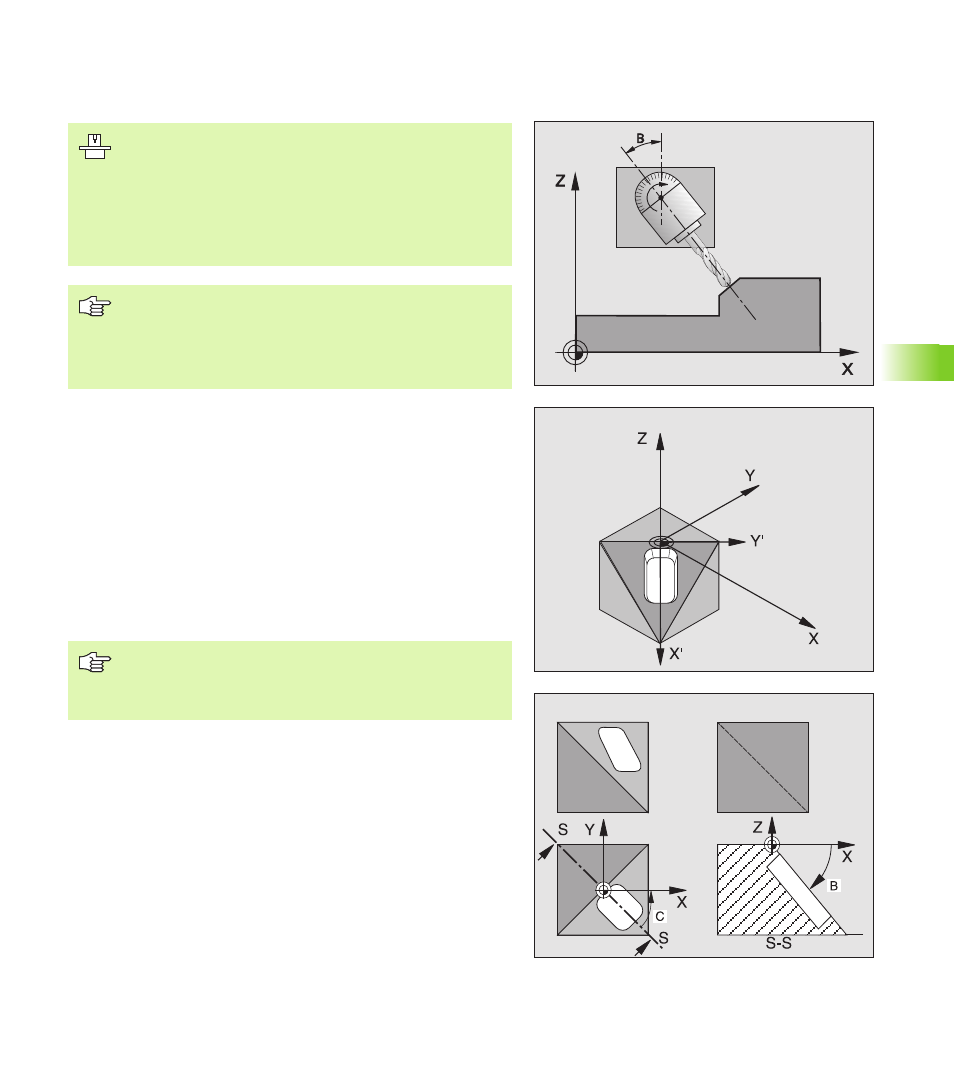
В цикле G80 определяете положение плоскости обработки –
значит положение оси инструмента относительно жёсткой
системы координат станка – путём ввода углов наклона. Можете
двумя способами назначить положение плоскости обработки:
Непосредственный ввод положения осей наклона
Описание положения плоскости обработки с помощью вплоть
до трёх поворотов (пространственный угол) жёсткой системы
координат. Вводимый пространственный угол получаете,
прорезая перпендикулярно наклонённую плоскость обработки и
наблюдая этот прорез с оси, по которой хотите наклонять. Имея
два пространственных угла однозначно определено уже таким
образом любое положение инструмента в пространстве.
Если программируете положение плоскости обработки через
простарнственный угол, УЧПУ расчитывает автоматически
требуемые для этого положения углов осей наклона и
откладывает их в параметрах Q120 (A-ось) до Q122 (C-ось).
Возможны два решения, УЧПУ выбирает –исходя из нулевого
положения осей вращения – путь, которая короче.
Последовательность поворота для расчета положеня плоскости
определена: Сначала УЧПУ поворочивает ось А, потом ось B и на
конец ось C.
Цикл 19 действует с его дефиниции в программе. Как только
переместите ось в наклонённой системе, действует коррекция
для этой оси. Если коррекция должна расчитыватся на всех осях,
то Вы должны переместить все оси.
Функции для наклона поверхности обработки
приспособливаются производителем к УЧПУ и к станку.
В случае определённых наклонных головок (наклонных
столов) производитель станка определяет, как
интерпретируются УЧПУ программированные углы: как
координаты осей вращения или угловые компоненты
наклонённой поверхности. Обратите внимание на
информацию в инструкции обслуживания станка.
Наклон плоскости обработки производится всегда
вокруг активной нулевой точки.
Основы
смотри “Наклон плоскости обработки (нет на
TNC 410)”, страница 27: Прочитайте внимательно этот
фрагмент текста.
Обратите внимание на то, что положение наклонённой
системы координат и тем самым движения
перемещения в наклонённой системе зависять от того,
как Вы описываете наклонённую плоскость.