Программирование движений инструмента, 6 программы от кр ы ть и вв о д ить – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 102
76
4 Программирование: Основы, управление файлами, подсказки для программирования, Управление палетами
4.6
Программы
от
кр
ы
ть
и
вв
о
д
ить
Программирование движений инструмента
Для программирования блока, выберите пожалуйста клавишу
функции DIN/ISO на клавиатуре. В случае TNC 410 можете
использовать серые клавиши функции траектории, для получения
соответственного кода G.
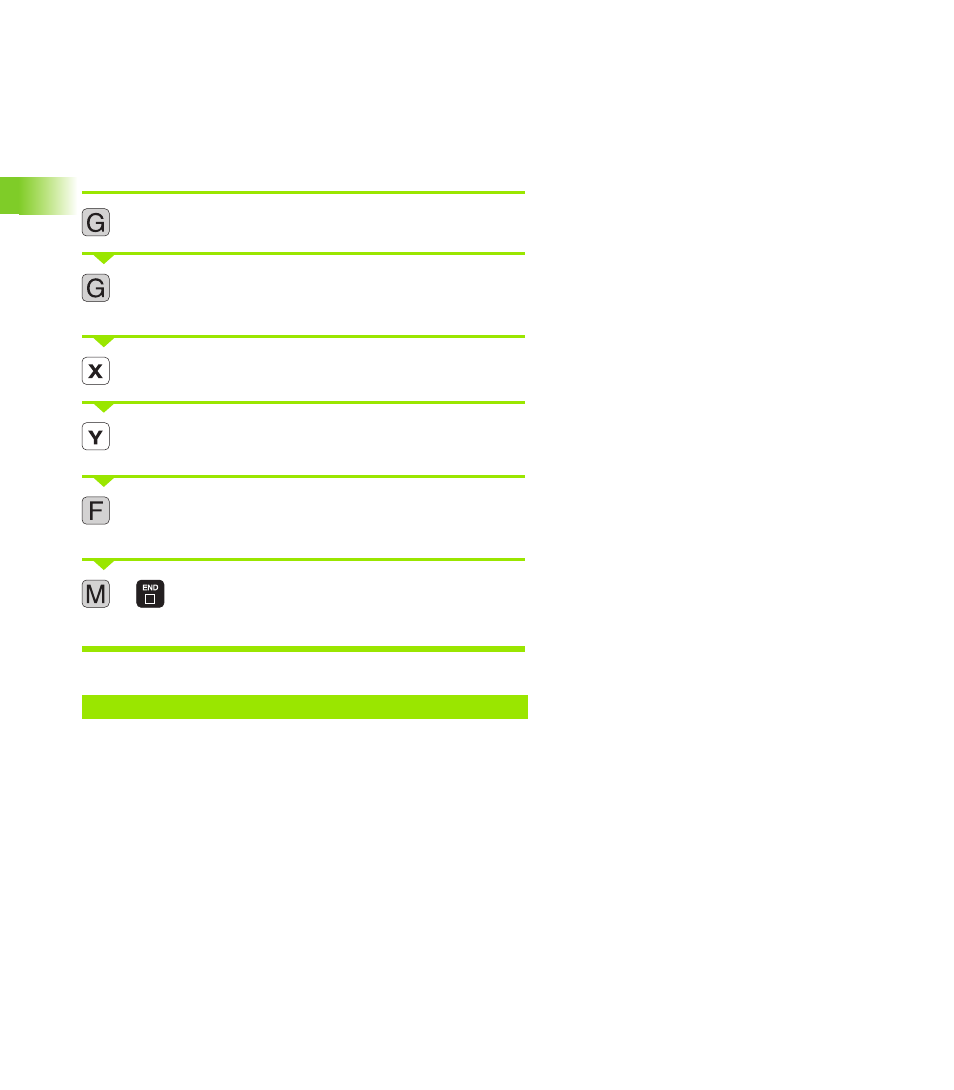
Пример записи позиционирования
Открыть запись
Перемещение без коррекции радиуса
инструмента
Ввести целевую координату для оси X
Ввести целевую координату для оси Y, с помощью
клавиши ENT к следующему вопросу
Подача для этого движения по траектории 100 мм/
мин
Дополнительная функция M3 “шпиндель
включить”, клавиша END закончивает в УЧПУ этот
диалог
Окно программы указывает строку:
N30 G01 G40 X+10 Y+5 F100 M3 *
1
40
10
5
100
3