Круглый карман (цикл g77, g78), Цикл черновой обработки без, Автоматического предпозиционирования – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 270: G77: по часовой стрелке, G78: против часовой стрелки
244
8 Программирование: Циклы
8.4
Цик
лы
для
фрез
еров
ания
кар
м
анов
(
вые
мек
),
ца
п
ф
и
па
зо
в
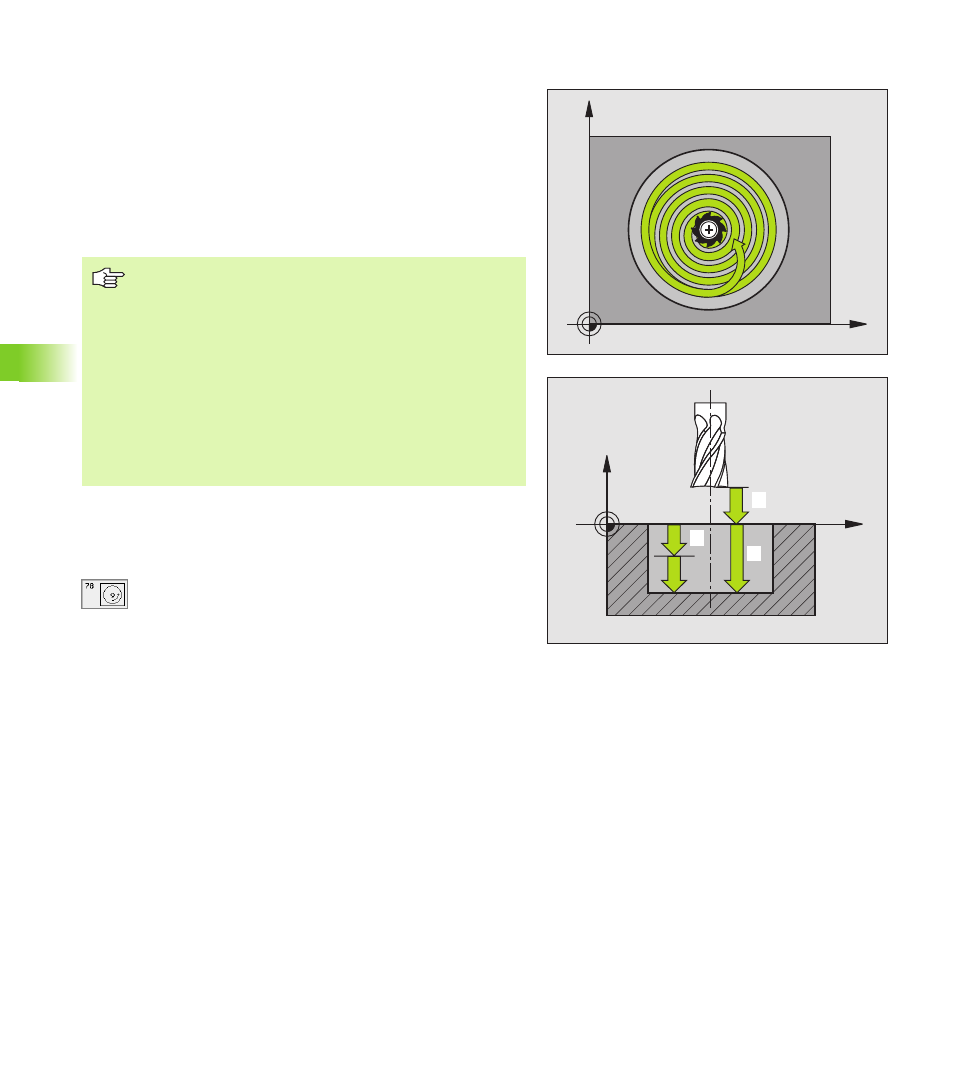
КРУГЛЫЙ КАРМАН (цикл G77, G78)
1 Инструмент врезается в положении старта (центр кармана) в
обрабатываемую деталь и перемещается на глубину подвода
2 Затем инструмент передвигатеся с подачей F по указанной на
рисунке справа спиральную траекторию, до подвода со
стороны k, смотри “ФРЕЗЕРОВАНИЕ КАРМАНОВ (цикл G75,
3 Эта операция повторяется, пока будет достигнута глубина
4 В конце цикла УЧПУ перемещает инструмент назад на
позицию старта
Направление вращения при протягивании
По часовой стрелке: G77 (DR-)
Против часовой стрелки: G78 (DR+)
8
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
8
Глубина фрезерования
2
: Расстояние
поверхности загатовки – дна кармана
8
Глубина подвода
3
(инкрементно): Размер, на
который каждый раз инструмент подводится.
УЧПУ перемещаестя одним рабочим ходом на
глубину если:
Глубина подвода и глубина равны друг другу
Глубина подвода больше глубины
X
Y
X
Z
11
12
13
Обратите внимание перед программированием
Использовать фрезу с режущим по середине торцовым
зубом (ДИН 844) или предсверлить в центре кармана.
Предпозиционировать над центром кармана с
коррекцией радиуса G40.
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет цикла.