G85 нарезание резьбы gs, Без уравнивающего патрона – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 232
206
8 Программирование: Циклы
8.3
Цик
лы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
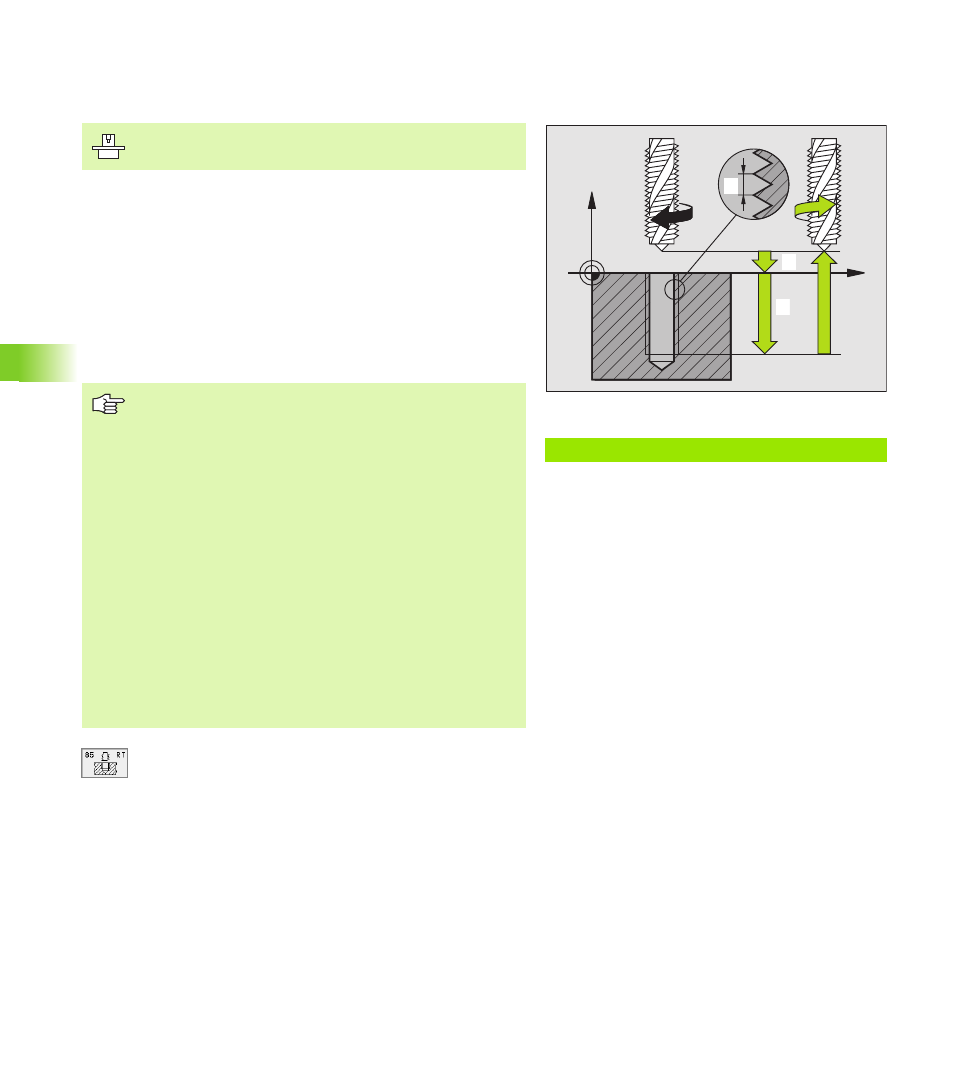
НАРЕЗАНИЕ РЕЗЬБЫ без уравнивающего
патрона GS (цикл G85)
УЧПУ режет резьбу или одним или несколькими рабочими ходами
без патрона выравнивания линейных расширений.
Преимущества по отношении к циклу Нарезание резьбы с
уравнивающим патроном:
Более высокая скорость обработки
Повторяемость исполнения резьбы, так как шпиндель
установливается при вызове цикла на 0°-позицию (зависит от
параметра станка 7160)
Побольше диапазон перемещения оси шпинделя, так как нет
уравнивающего патрона
8
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
8
Глубина сверления
2
(инкрементно): Расстояние
поверхности загатовки – дна сверления
8
Шаг резьбы
3
:
Шаг резьбы. Знак числа определяет правую или
левую резьбу:
+= правая резьба
–= левая резьба
Пример: ЧУ-запись
N18 G85 P01 2 P02 -20 P03 +1 *
X
Z
1111
12
13
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
Знак числа параметра Глубина сверления определяет
направление работы.
УЧПУ рассчитывает подачу в зависимости от частоты
вращения. Если вращаете при нарезании внутренней
резьбы ручкой для Override частоты вращения, то УЧПУ
согласовывает автоматически подачу
Ручка для Override подачи не активная.
В конце цикла шпиндель стоит. Перед следующей
обработкой включите снова шпиндель с M3 (или M4)
повторно включить.