Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 187
HEIDENHAIN TNC 410, TNC 426, TNC 430
161
7.4
Д
о
по
лнительные
фу
н
кц
и
и
для
пов
едения
на
траект
ории
Полная обработка разомкнутых контуров:
M98
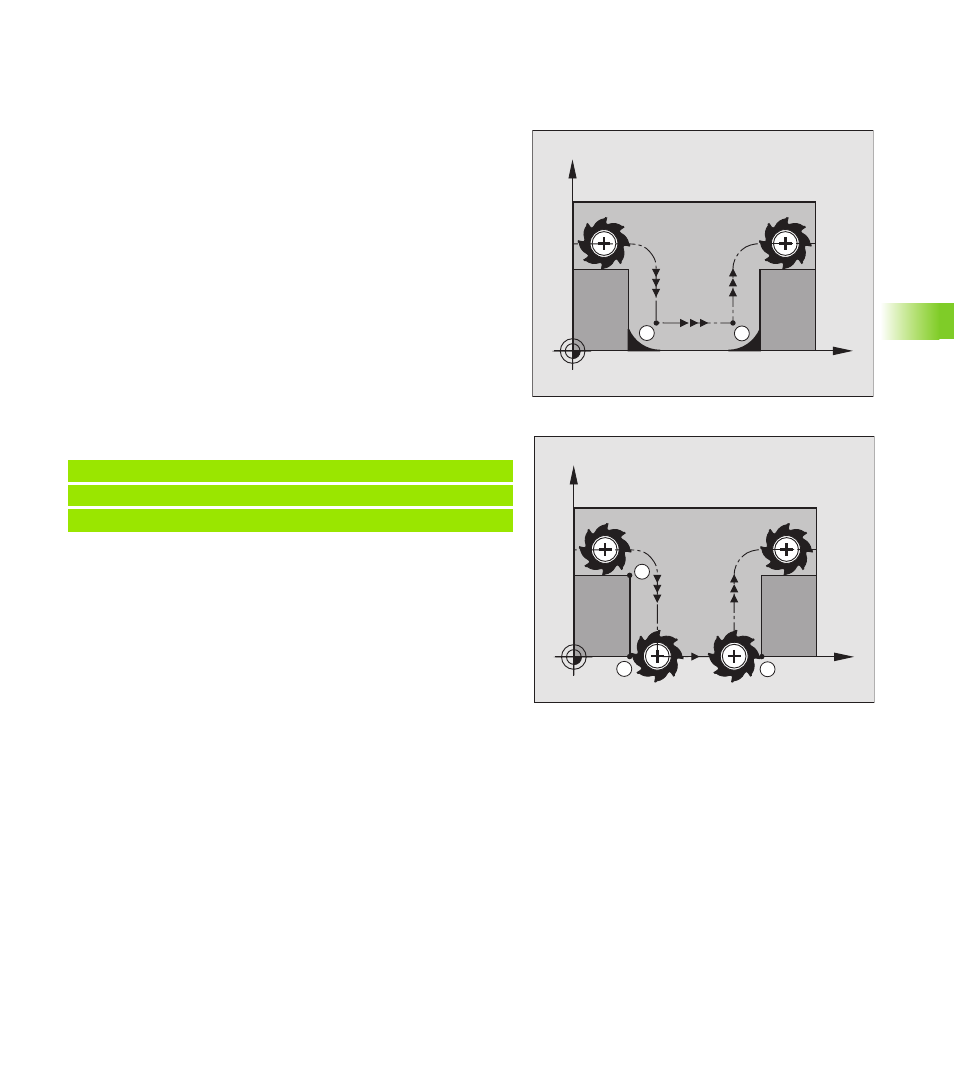
Стандартное поведение
УЧПУ установливает на внутренних углах точку пересечения
траекторий фрезы и перемещает инструмент с этой точки в новом
направлении.
Если контур является разомкнутым на углах, то это приводит к
неполной обработке:
Поведение с M98
С помощью дополнительной функции M98 УЧПУ подводит
инструмент так далеко, что каждая точка контура
обрабатывается:
Действие
M98 действует только в предложениях программы, в которых M98
программировалось.
M98 задействует в конце предложения.
ЧУ-записи в качестве примера
Наезд точек контура 10, 11 и 12 друг за другом:
Коэфицент подачи для движений врезания:
M103
Стандартное поведение
УЧПУ перемещает инструмент независимо от направления
движения, с программированной в последнем подачей.
Поведение с M103
УЧПУ уменьшает подачу по траектории, если инструмент
перемещается в отрицательном направлении оси инструментов.
Подача при врезании FZMAX рассчитывается из
программированной в последнюю очередь подачи FPROG и
коэфицента F%:
FZMAX = FPROG x F%
Ввести M103
Если вводите предложение позиционирования M103, то УЧПУ
продолжает диалог и запрашивает коэфицент F.
Действие
M103 действует в начале предложения.
M103 отменить: M103 программировать без коэфицента
N100 G01 G41 X ... Y... F... *
N110 X... G91 Y... M98 *
N120 X+ ... *
X
Y
S
S
X
Y
11
12
10