Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 228
202
8 Программирование: Циклы
8.3
Цик
лы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
8
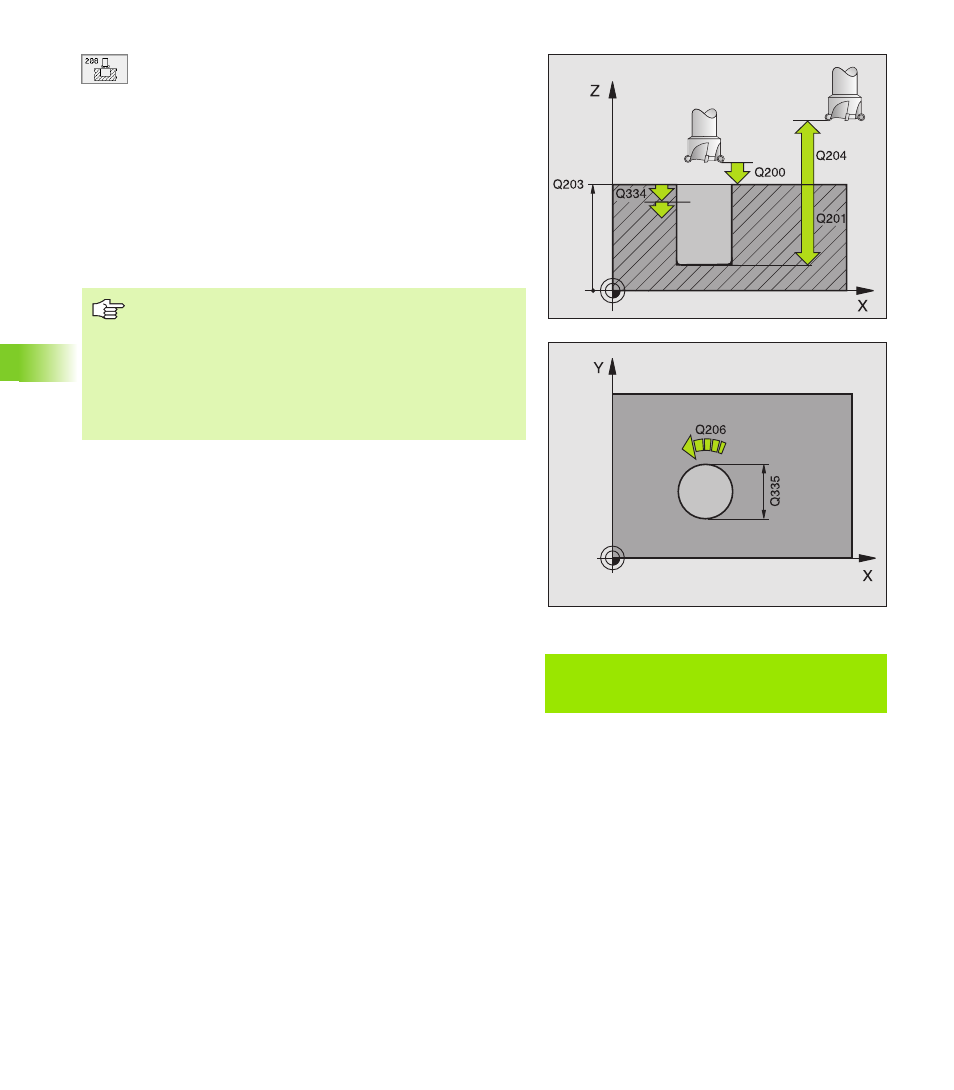
безопасное расстояние Q200 (инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
8
Глубина Q201 (инкрементно): Расстояние
поверхности загатовки – дна сверления
8
Подача подвода на глубину Q206: Скорость
перемещения инструмента при сверлении в мм/
мин
8
Подача на одну винтовую линию Q334
(инкрементно): Размер, на который каждый раз
инструмент подводится по винтовой линии
(=360°).
8
Коорд. поверхности загатовки Q203
(абсолютно): Координата поверхности загатовки
8
2. Безопасное расстояние Q204 (инкрементно):
Координата оси шпинделя, на которой не может
произойти столкновение инструмента с
загатовкой (зажимным приспособлением)
8
Заданный диаметр Q335: (абсолютно): Диаметр
сверления. Если Вы ввели внутренний диаметр
отвестия равным диаметру инструмента, то УЧПУ
сверлит без интерполяции винтовых линий,
непосредственно на заданную глубину.
8
Предсверленный диаметр Q342: (абсолютно):
Как только вводите в Q342 значение больше 0, то
УЧПУ не проверяет дальше соотношения
диаметра: заданный диаметр-диаметр
инструмента. Таким образом можете фрезеровать
отверстия диаметром в два раза больше
диаметра инструмента
Пример: ЧУ-запись
N12 G208 Q200=2 Q201=-80 Q206=150
Q334=1.5 Q203=+100 Q204=50 Q335=25
Q342=0 *
Учтите, что Ваш инструмент повредит так себя как и
загатовку при слишком большом подводе на врезание.
Для избежания слишком большого подвода, введите в
таблицы инструментов в графе ANGLE максимальное
значение угла погружения инструмента смотри “Данные
инструмента”, страница 99. УЧПУ рассчитывает тогда
автоматически максимальный допускаемый подвод и
изменяет записанное Вами значение.