6 примеры программиров ания – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 361
HEIDENHAIN TNC 410, TNC 426, TNC 430
335
9.6
Примеры
программиров
ания
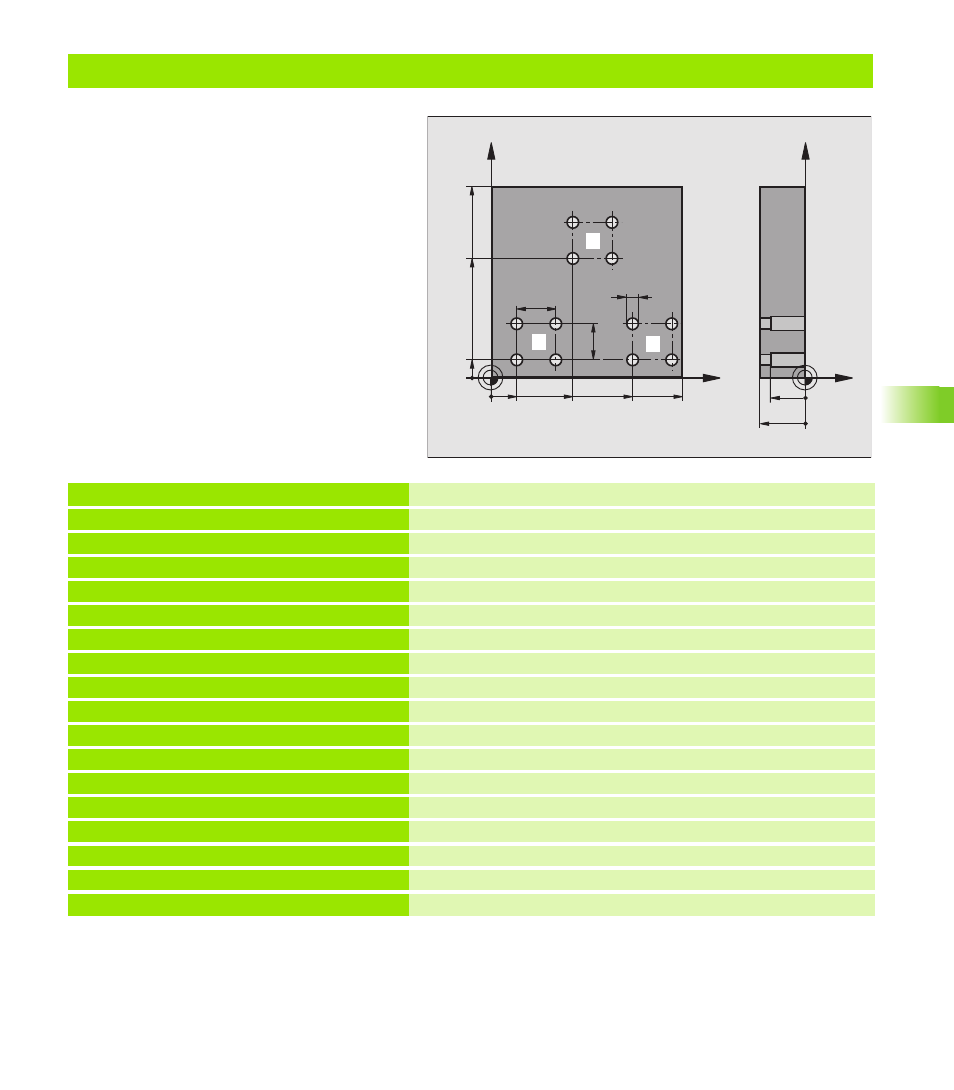
Пример: Группа отверстий с помощью нескольких инструментов
Прогон программы
Программирование циклов обработки в
главной программе
Вызов полного рисунка сверления
(подпрограмма 1)
Наезд групп отверстий в подпрограмме 1,
вызов группы отверстий (подпрограмма 2)
Программировать группу отверстий только
один раз в подпрограмме 2
%UP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Определение инструмента центровое сверло
N40 G99 T2 L+0 R+3 *
Определение инструмента сверло
N50 G99 T3 L+0 R+3,5 *
Определение инструмента развёртка
N60 T1 G17 S5000 *
Вызов инструмента центровое сверло
N70 G00 G40 G90 Z+250 *
Свободный ход инструмента
N80 G200
Определение цикла Центрирование
Q200=2
Безопасное расстояние?
Q201=-3
Глубина
Q206=250
Подача
Q202=3
Глубина подвода
Q210=0
Время пребывания вверху
Q203=+0
Координата поверхности загатовки
Q204=10
2. Безопасное расстояние?
Q211=0.25
Время пребывания внизу
N90 L1,0 *
Вызов подпрограммы 1 для полного рисунка сверления
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3