Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 170
144
6 Программирование: программирование контуров
6.5
Движ
ения
по
траект
ории
–
по
лярные
к
оор
динаты
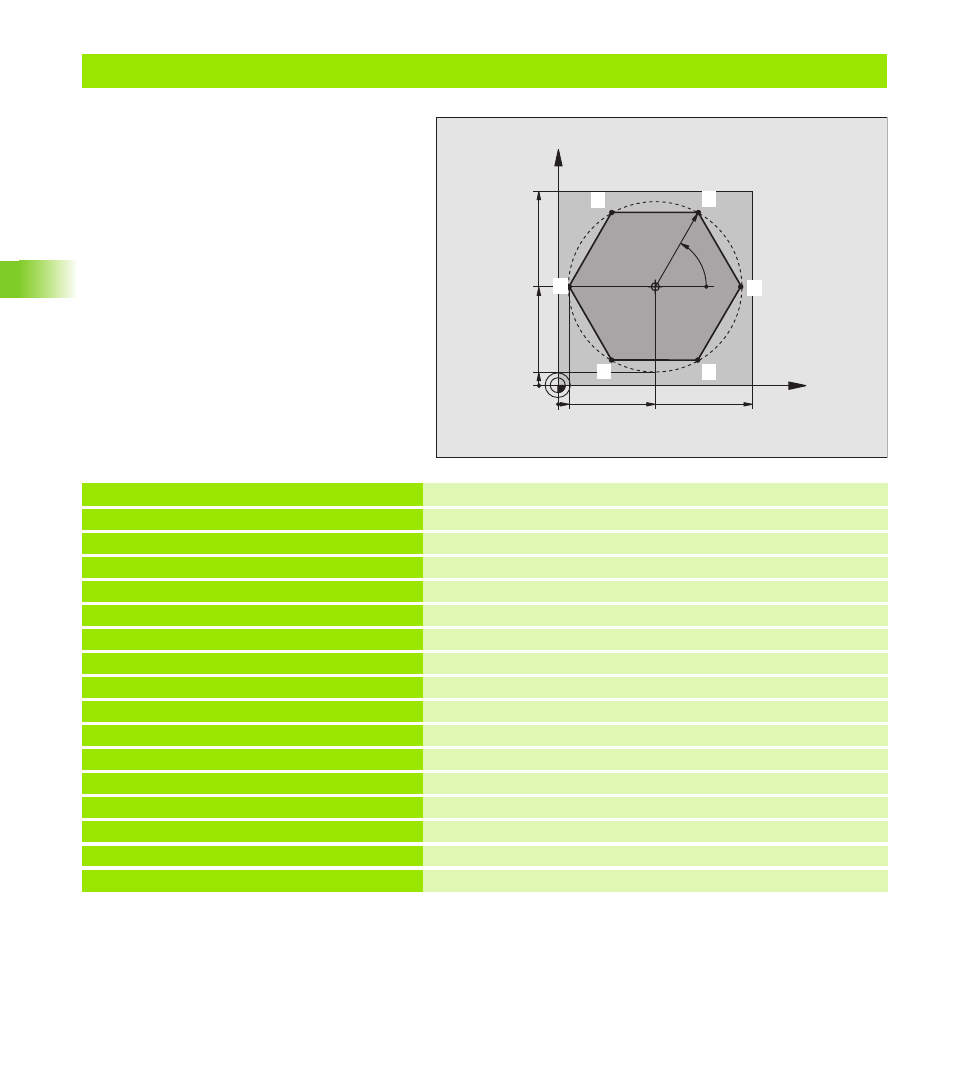
Пример: Движение по прямой полярно
%LINEARPO G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Дефиниция загатовки
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
Определение инструмента
N40 T1 G17 S4000 *
Вызов инструмента
N50 G00 G40 G90 Z+250 *
Определение опорной точки для полярных координат
N60 I+50 J+50 *
Свободный ход инструмента
N70 G10 R+60 H+180 *
Предпозиционирование инструмента
N80 G01 Z-5 F1000 M3 *
Перемещение на глубину обработки
N90 G11 G41 R+45 H+180 F250 *
Подвод к контуру к точке 1
N110 G26 R5 *
Подвод к контуру к точке 1
N120 H+120 *
Наезд точки 2
N130 H+60 *
Наезд точки 3
N140 H+0 *
Наезд точки 4
N150 H-60 *
Наезд точки 5
N160 H-120 *
Наезд точки 6
N170 H+180 *
Наезд точки 1
X
Y
50
100
50
I,J
5
100
R45
60°
5
1
1
1
2
1
3
1
4
1
5
1
6