Резьбонарезание (цикл g86, нет на tnc 410, G86 резание резьбы, Нет на tnc 410) – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 235
HEIDENHAIN TNC 410, TNC 426, TNC 430
209
8.3
Цик
лы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
РЕЗЬБОНАРЕЗАНИЕ (цикл G86, нет на
TNC 410
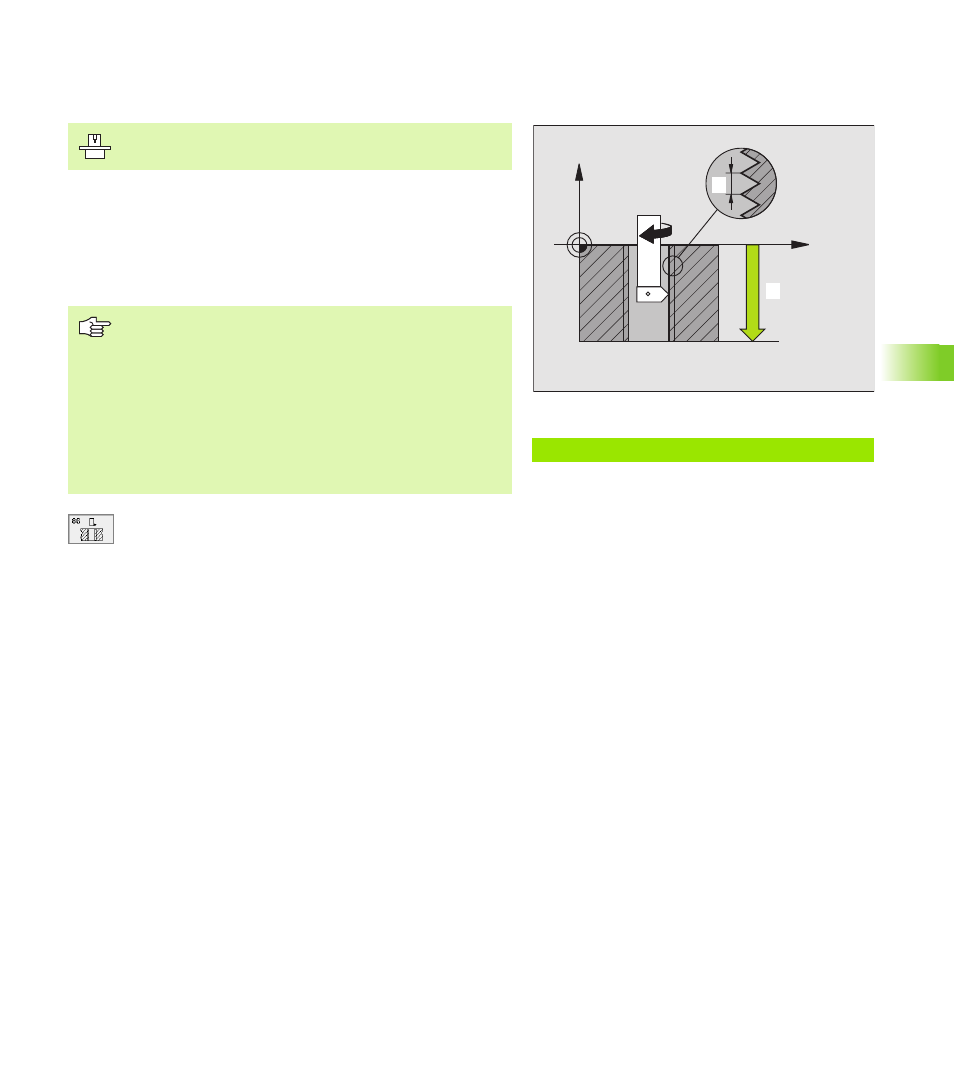
Цикл 18 РЕЗЬБОНАРЕЗАНИЕ инструмент перемещается с
регулированным шпниделем от актуальной позиции с активной
частотой вращения на глубину. На дне отверстия наступает
задержание шпинделя, Стоп шпинделя. Движения подвода и
отвода Вы должны ввести отдельно – оптимально в цикле
производителя. Производитель Вашего станка предоставляет
для этого больше информации.
8
Глубина сверления
1
: Расстояние актуальная
позиция инструмента – конец резьбы
Знак числа глубины сверления определяет
направление обработки (“–” соответствует
отрицательному направлению по оси шпинделя)
8
Шаг резьбы
2
:
Шаг резьбы. Знак числа определяет правую или
левую резьбу:
+= правая резьба (M3 при отрицательной глубине
сверления)
– = левая резьба (M4 при отрицательной глубине
сверления)
Пример: ЧУ-запись
N22 G86 P01 -20 P02 +1 *
X
Z
11
12
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
УЧПУ рассчитывает подачу в зависимости от частоты
вращения. Если изменяете частоту вращения через
Override шпинделя, то УЧПУ согласовывает
автоматически подачу.
Ручка для Override подачи не активная.
УЧПУ включает (Ein) и выключает (Aus) шпиндель
автоматически. Перед вызовом цикла не
программируйте M3 или M4.