11 .4 прог он программы – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 410
384
11 Тест программы и прогон программы
11
.4
Прог
он
программы
Выполнить программу обработки,
содержащую координаты не регулируемых
осей (нет на TNC 426, TNC 430)
Применение
УЧПУ отрабатывает также программы, в которых Вы
программировали не управляемые оси.
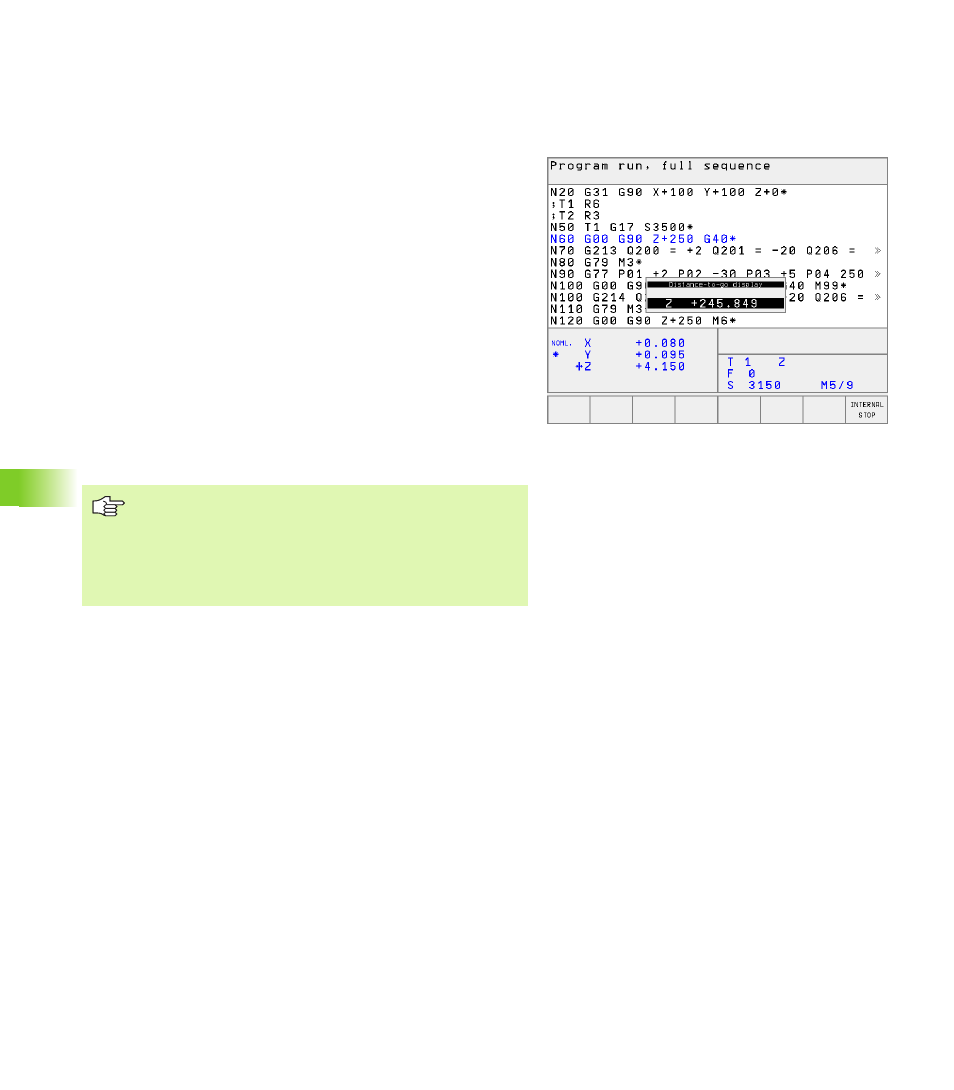
Если УЧПУ достигнет записи с не управляемой осью, тогда
остановливает прогон программы. Одновременно УЧПУ
высвечивает окно, с указанным остаточным путем к конечной
позиции (смотри рисунок с права на верху).
Способ управления
Если УЧПУ высвечивает окно остаточного пути, тогда надо
работать следующим способом:
8
Переместите ось вручную на конечную позицию. УЧПУ
обновляет постоянно окно остаточного пути и указывает всегда
значение, на которое надо еще переместить до конечного
положения
8
Когда достигается конечное положение, нажмите клавишу ЧУ-
старт для продолжения прогона программы. Если нажмите ЧУ-
СТАРТ перед достижением конечного положения, УЧПУ выдает
сообщение об ошибках
Как точно надо подвести к конечной позиции,
определено в параметре станка 1030.x (возможные
значения ввода: 0,001 до 2 мм).
Не управляемые оси должны стоять в отдельной
записи позиционирования, иначе УЧПУ выдает
сообщение об ошибках.