11 .4 прог он программы – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 416
390
11 Тест программы и прогон программы
11
.4
Прог
он
программы
8
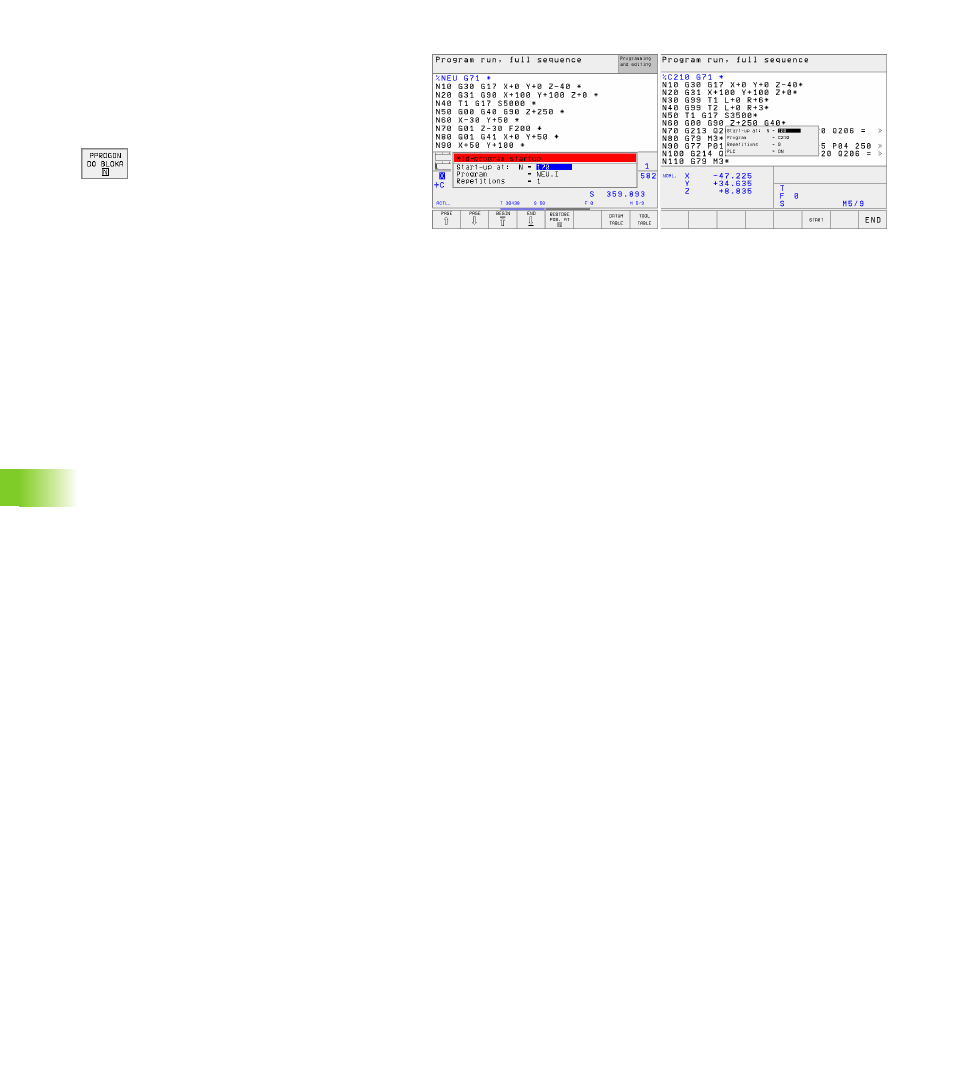
Выбор первого предложения актуальной
программы как начало для пробега: GOTO „0“
ввести.
8
Выбор пробега заиси в перед: Нажать
программируемую клавишу ПРОБЕГ ДО N
8
Пробег до N: Ввести номер N
предложения, при котором
должен закончиваться пробег
8
Программа: Ввести название
программы, содержащей
предложение N
8
Повторения: Ввести количество
повторений, которые должны
учитыватся в прогоне записи, в
случае если предложение N
находится в повторении части
программы
8
PLC ВКЛ/ВЫКЛ (нет на TNC 426,
TNC 430): Для учета вызовов
инструмента и дополнительных
функций M: PLC переключить на
ВКЛ (переключать с помощью
клавиши ENT между ВКЛ и
ВЫКЛ). PLC на ВЫКЛ наблюдает
исключительно за геометрией
ЧУ-программы, при этом
инструмент в шпинделе должен
соответствовать вызванному в
программе инструменту
8
Пуск пробега записи вперед:
TNC 426, TNC 430: Нажать
внешнюю клавишу СТАРТ.
ТNC 410: Нажать Softkey СТАРТ
8
Наезд контура: смотри