Глубокое сверление (цикл g83), Смотри “глубокое сверление (цикл g83)” на, Странице 188) – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 214: Без автоматического, Предпозиционирования
188
8 Программирование: Циклы
8.3
Цик
лы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
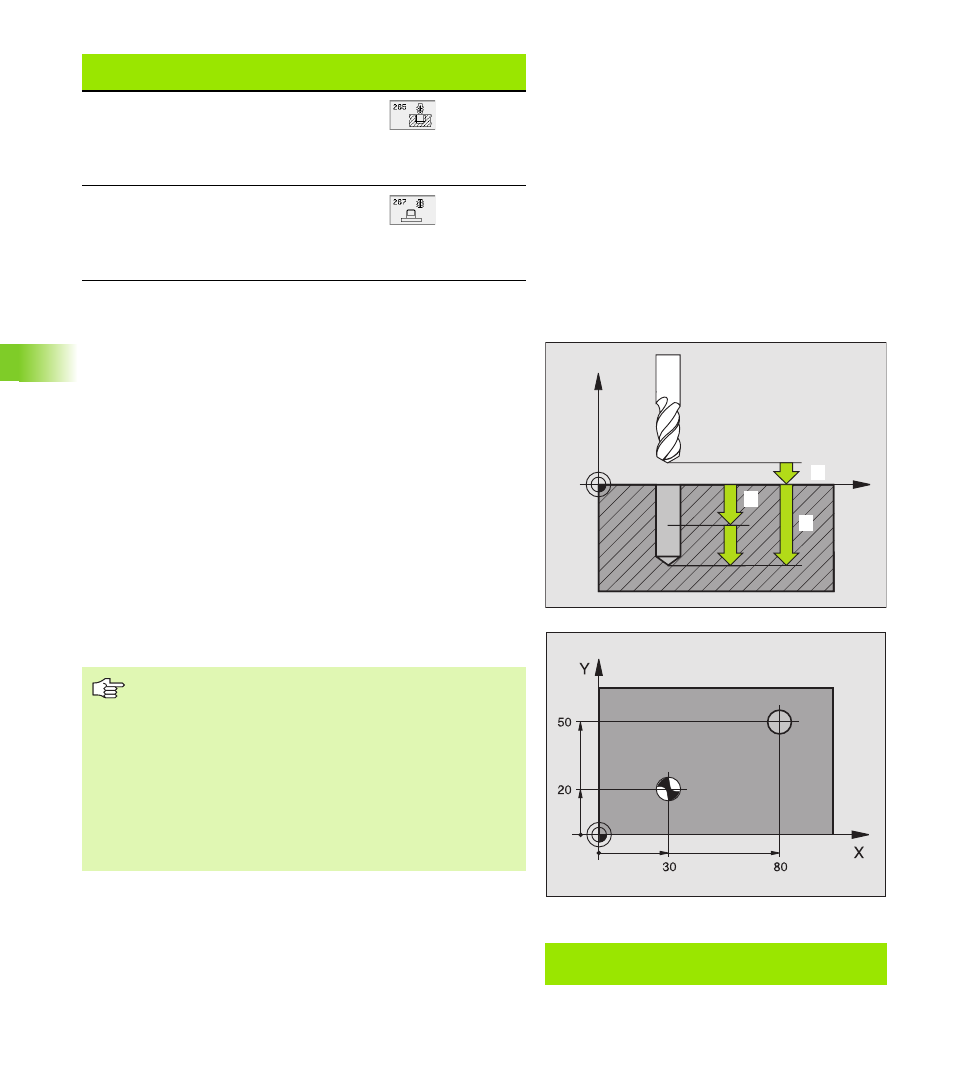
ГЛУБОКОЕ СВЕРЛЕНИЕ (цикл G83)
1 Инструмент сверлит с введённой подачей F от актуальной
позиции до первой глубины подвода
2 Затем УЧПУ отводит инструмент на ускоренном ходе обратно
и снова на первую глубину подвода, уменьшённую на
значение расстояения опережения t.
3 Управление самостоятельно установливает расстояние
опережения:
Глубина сверления до 30 мм: t = 0,6 мм
Глубина сверления до 30 мм: t = глубина сверления/50
Максимальное расстояние опережения: 7 мм
4 Потом инструмент сверлит с введённой подачей F на значение
следующей глубины подвода
5 УЧПУ повторяет эту операцию (1 до 4), пока будет достигнута
заданная глубина сверления
6 На дне отверстия УЧПУ вынимает инструмент, после времени
пребывания для выхода из материала, с ускоренным ходом
обратно на позицию старта
G265 ФРЕЗЕРОВАНИЕ РЕЗЬБЫ ПО
ЛИНИИ HELIX
Цикл для фрезерования резьбы в полный
G267 ФРЕЗЕРОВАНИЕ НАРУЖНОЙ
Цикл для фрезерования наружной резьбы
с произведением зенкерной фаски
Цикл
Программируемая
клавиша (Softkey)
Пример: ЧУ-запись
N10 G83 P01 2 P02 -20 P03 -8 P04 0
P05 500 *
X
Z
11
2
3
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет цикла.