Расточивание (цикл g202), С автоматическим, Предпозиционированием, 2-ое безопасное – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 219: Расстояние
HEIDENHAIN TNC 410, TNC 426, TNC 430
193
8.3
Цик
лы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
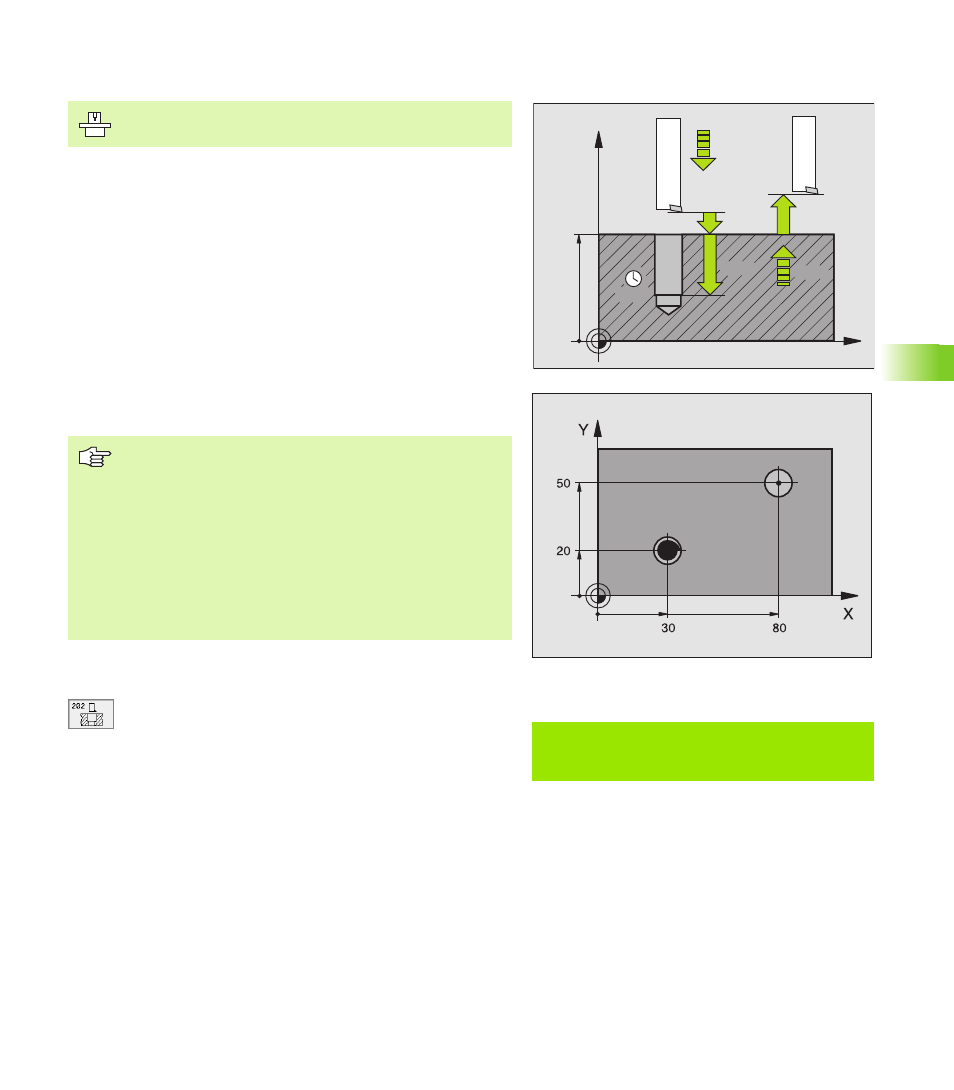
РАСТОЧИВАНИЕ (цикл G202)
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе на безопасное расстояние над поверхностью
загатовки
2 Инструмент сверлит с подачей сверления на глубину
3 На дне сверления инструмент прабывает – если введено – со
вращающемся шпиндельём для выхода из материала
4 Затем УЧПУ проводит ориентацию шпинделя на
0°-позицию
5 Если Вы избрали выход из материала, то УЧПУ отводит в
заданном направлении на 0,2 мм (жёсткое значение) из
материала
6 Потом УЧПУ перемещает инструмент с подачей возврата на
безопасное расстояние и оттуда – если введено – с
ускоренным ходом на 2-ое безопасное расстояние. Если
Q214=0 то наступает отвод при стенке сверления
8
безопасное расстояние Q200 (инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
8
Глубина Q201 (инкрементно): Расстояние
поверхности загатовки – дна сверления
8
Подача подвода на глубину Q206: Скорость
перемещения инструмента при сверлении в мм/
мин
8
Время пребывания внизу Q211: время в
секундах, которое инструмент пробывает на дне
сверления
8
Подача отвода Q208: Скорость перемещения
инструмента при выходе из отверстия в мм/мин.
Если вводите Q208 = 0, то действует подача
развёртывания
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет цикла.
УЧПУ восстонавливает в конце цикла прежнее
состояние СОЖ и шпинделя, активное перед вызовом
цикла.
Пример: ЧУ-запись
N90 G202 Q200=2 Q201=-20 Q206=150
Q211=0 Q208=30000 Q203=+0 Q204=50
Q214=0 Q336=0 *