Протягивание (цикл g57), Требуется), G58/g59 фрезерование контура – Инструкция по эксплуатации HEIDENHAIN TNC 410 ISO Programming
Страница 295: 6 sl- цик лы гр уппа i
HEIDENHAIN TNC 410, TNC 426, TNC 430
269
8.6 SL-
цик
лы
гр
уппа
I
ПРОТЯГИВАНИЕ (цикл G57)
Прохождение цикла
1 УЧПУ позиционирует инструмент на плоскости обработки на
первой точкой пропила, при этом УЧПУ учитывает припуск на
чистовую обработку
2 С подачей подвода на глубину УЧПУ перемещает инструмент
на первую глубину подвода
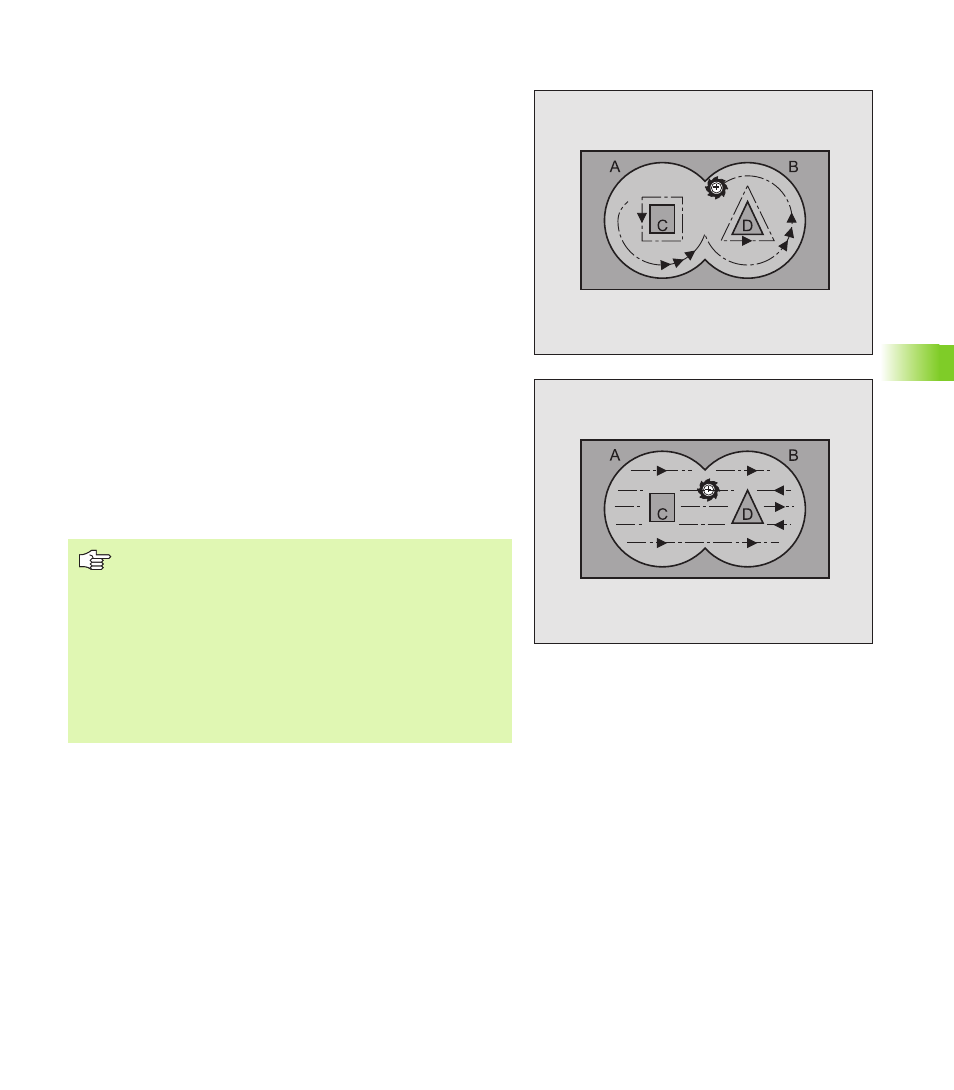
Фрезерование по контуру (смотри рисунок справа вверху):
1 Инструмент фрезерует с введенной подачей первый сегмент
контура, припуск на чистовую обработку на плоскости
обработки учитывается
2 Другие подводы и дальшие части контура УЧПУ фрезерует
таким же способом
3 УЧПУ перемещает инструмент на оси шпинделя на
безопасное расстояние и потом над точку пропила на
плоскости обработки
Протягивание кармана (смотри рисунок справа по середине):
1 На первой глубине подвода инструмент фрезерует с подачей
фрезерования параллельно к оси или под введенным углом
протягивания
2 При этом контуры остравов (здесь: C/D) перемещение на
безопасное расстояние
3 Эта операция повторяется, пока будет достигнута глубина
фрезерования
Обратите внимание перед программированием
С MP7420.0 и MP7420.1 определяете, как УЧПУ
обрабатывает контур (смотри “Общие параметры
пользователя” на странице 432).
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
При необходимости используйте фрезу с режущим по
середине торцовым зубом (ДИН 844) или предсверлите
с помощью цикла 21.