Странице 454, 6 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 454
454
8 Программирование: циклы
8.6 SL-
цик
лы
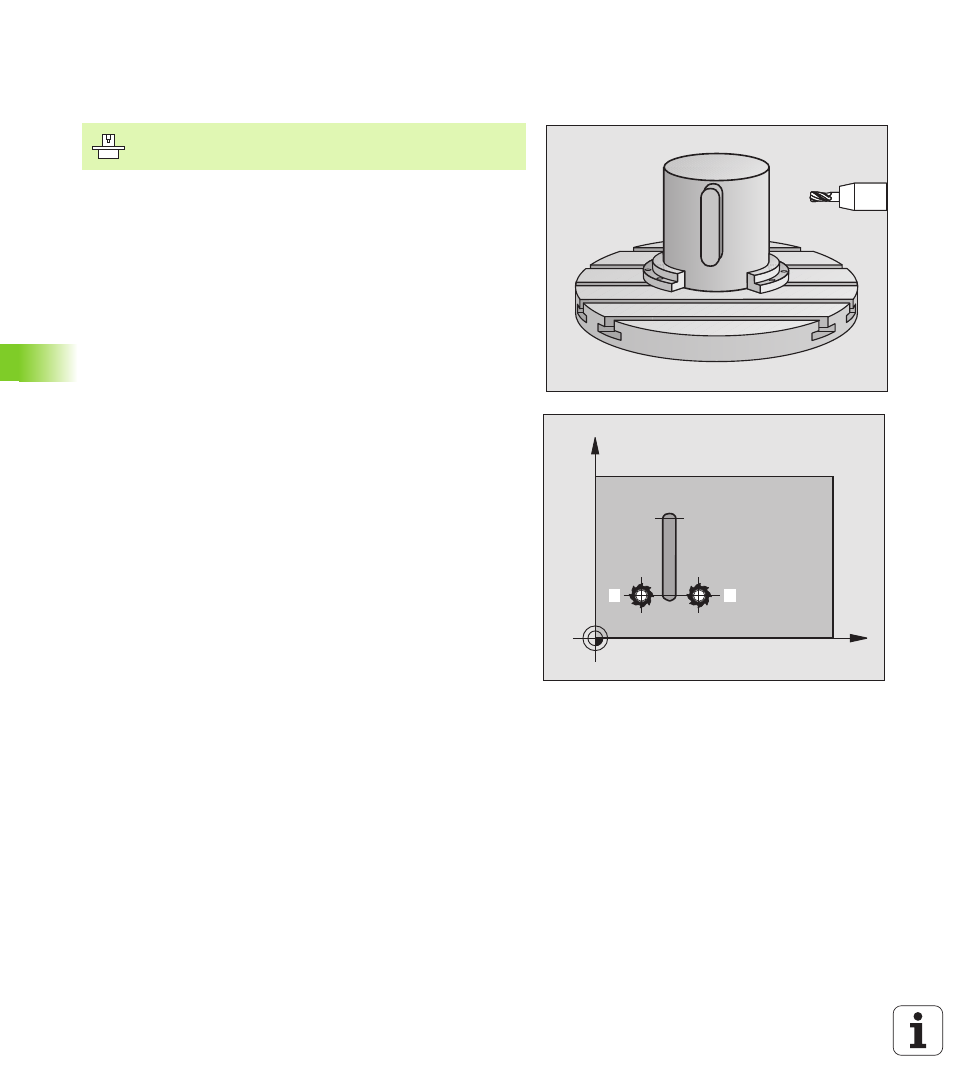
БОКОВАЯ ПОВЕРХНОСТЬ ЦИЛИНДРА
фрезерование распорки (цикл 29, ПО-опция 1)
С помощью этого цикла можете перенести определённую на
развёртке распорку на оболочку цилиндра. УЧПУ так
установливает инструмент в этом цикле, что стенки пробегают
всегда паралелльно друг к другу при активной коррекции радиуса.
Программируйте траекторию центра распорки с указанием
коррекции радиуса инструмента. C помощью коррекции радиуса
определяете, изготовляет ли УЧПУ распорку попутно или
поперечно.
В конечных точках распорки УЧПУ прибаляет принципиально
всегда полуокружность, которой радиус соответствует половине
ширины распорки.
1 УЧПУ позиционирует инструмент на точкой старта обработки.
Точку старта УЧПУ раcсчитывает из ширины распорки и
диаметра инструмента. Эта точка лежит со смещением на
половину ширины распорки и диаметрa инструмента раядом с
первой, определенной в подпрограмме контура точкой.
Коррекция на радиус определяет, запускается ли обработка с
левой (
1
, RL=попутно) или с правой стороны от распорки (
2
,
RR=встречно)
2 После позиционирования на первую глубину подвода УЧПУ,
инструмент перемещается по дуге окружности с подачей
фрезерования Q12 тангенциально к стенке распорки. При
необходимости учитывается припуск на чистовую обработку
бока.
3 На первой глубине подвода инструмент фрезерует с подачей
Q12 вдоль стенки распорки, пока цапфа не будет полностью
изготовлена.
4 Затем инструмент перемещается тангенциально от стенки
распорки обратно к точке старта обработки
5 Эти шаги 2 до 4 повторяются, пока будет достигнута
программированная глубина фрезерования Q1
6 Затем инструмент возвращается на оси инструментов на
безопасную высоту или на программированную в последнем
перед циклом позицию (зависит от параметра станка 7420)
C
Z
1
2
Станок и УЧПУ должны быть подготовлены
производителем станков.