Фрезерование резьбы (цикл 262), Странице 365 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 365
HEIDENHAIN iTNC 530
365
8.3
Цик
л
ы
для
св
ер
л
ения
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
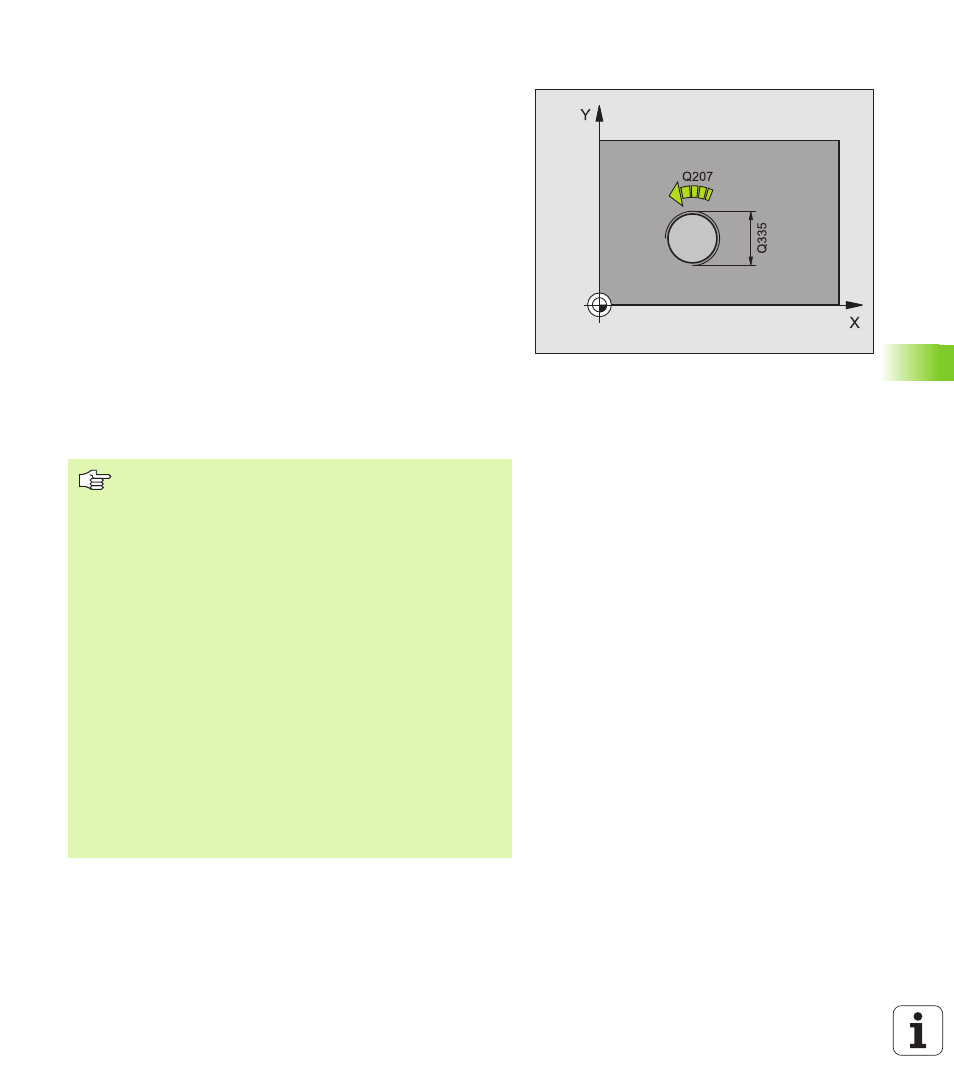
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ (цикл 262)
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренной подачи FMAX на безопасное расстояние над
поверхностью загатовки
2 Инструмент перемещается с программированной подачей
предпозиционирования на плоскость старта, возникающей из
знака числа шага резьбы, вида фрезерования и количества
проходов для дополнительной обработки (зачистки)
3 Затем инструмент перемещается тангенциально Helix-
движением к номинальному диаметру резьбы При этом
выполняется перед подводом по винтовой линии еще
компенсационное движение на оси инструмента, чтобы начать
траекторию резьбы на программированной плоскости
4 В зависимости от параметра Дополнительная обработка
инструмент фрезерует резьбу одним, несколькими
смещенными движениями по винтовой линии или одним
непрерывным движением по винтовой линии
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта на плоскости обработки
6 В конце цикла УЧПУ перемещает инструмент на ускоренной
передачи на безопасное расстояние или – если введено – на
2-ое безопасное расстояние
Обратите внимание перед программированием
Программируйте кадр позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией радиуса R0.
Знак числа параметра цикла Глубина резьбы
определяет направление обработки. Если
программируете Глубина резьбы = 0, то УЧПУ не
отрабатывает цикла.
Перемещение подвода к номинальному диаметру
резьбы осуществляется по полукругу, начиная с
центра. Если диаметр инструмента 4 раза меньше шага
резьбы номинального диаметра резьбы, то
выполняется боковоепредпозиционирование.
Учтите, что УЧПУ выполняет выравнивающее
движение на оси инструментов перед движением
подвода. Величина выравнивающего движения зависит
от шага резьбы. Обратитите внимание на достаточно
места в отверстии!
Если изменяется глубина резьбы, ЧПУ изменяет
автоматически точку пуска движения по винтовой
линии.