Линия контура (цикл 25), Странице 447, 6 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 447
HEIDENHAIN iTNC 530
447
8.6 SL-
цик
лы
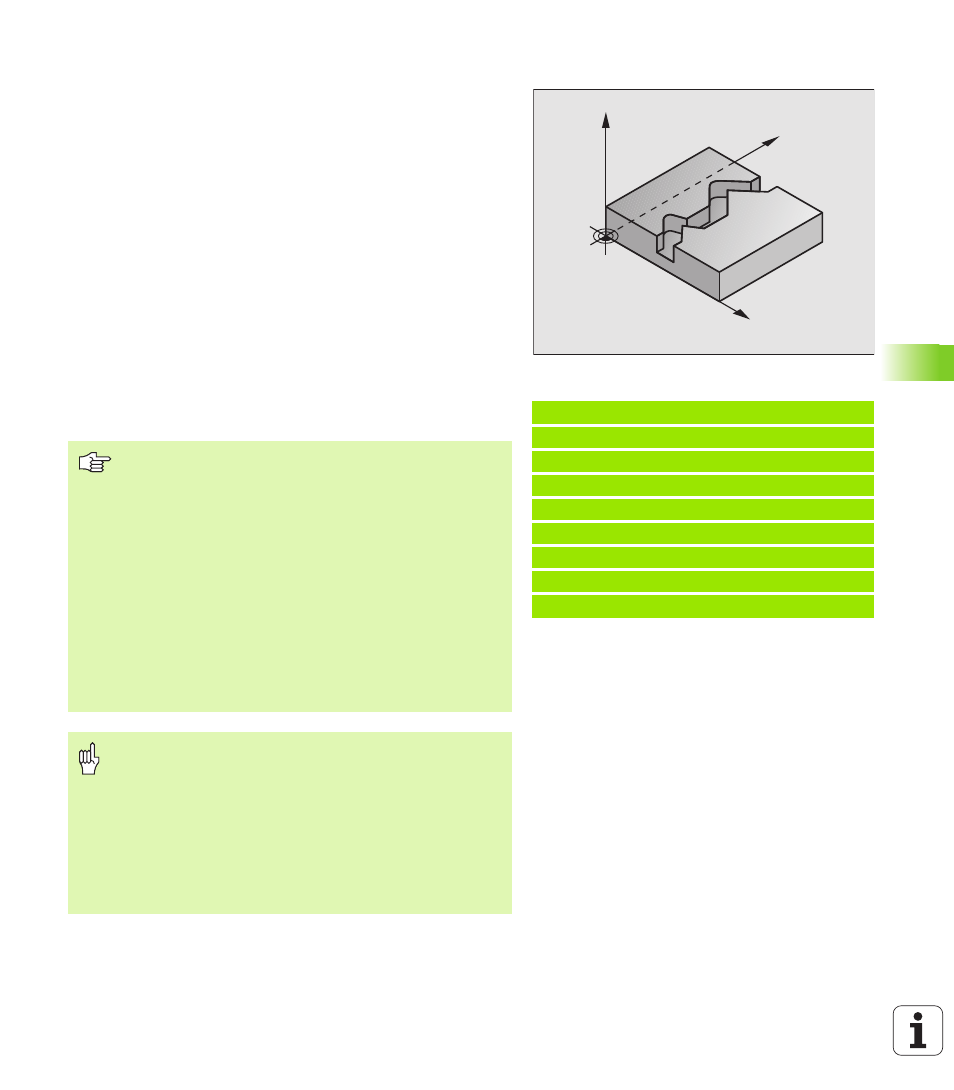
ЛИНИЯ КОНТУРА (цикл 25)
С помощью этого цикла можна обрабатывать вместе с циклом 14
КОНТУР –«открытые» контуры: Начало контура и его конец не
совподают друг с другом.
Цикл 25 ЛИНИЯ КОНТУРА предоставляет значительные
преимущества по сравнении с обработкой разомкнутых контуров
с предложениями позиционирования:
УЧПУ контролирует обработку на появление затыловочных
резаний и повреждений контура. Проверка контура с помощью
тестовой графики
Если радиус инстумента слишком большой, то следует
дополнительно обрабатывать контур на внутренних углах
Обработку можно выполнять непрерывно попутным или
встречным движением. Вид фрезерования даже сохраняется,
если контуры симметрически отражаются
В случае нескольких подводов УЧПУ может несколько раз
перемещать инструмент туда и обратно: Дополнительно
сокращается время обработки.
Можете ввести припуски, чтобы несколькими проходами
выполнять черновую и чистовую обработку
Пример: ЧУ-кадры
62 CYCL DEF 25 ЛИНИЯ КОНТУРА
Q1=-20
;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q3=+0
;ПРИПУСК БОК
Q5=+0
;КООРД.ПОВЕРХНОСТИ
Q7=+50
;БЕЗОПАСНАЯ ВЫСОТА
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100
;ПОДАЧА НА ГЛУБИНУ
Q12=350
;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q15=-1
;ВИД ФРЕЗЕРОВАНИЯ
Y
X
Z
Обратите внимание перед программированием
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не отрабатывает цикла.
УЧПУ учитывает только первую метку (Label) из цикла
14 КОНТУР.
Память для SL-цикла ограничена. Оператор может
прогарммировать в цикле SL максимум 8192 элементов
контура.
Цикл 20 ДАННЫЕ КОНТУРА не требуется.
Программированные непосредственно после цикла 25
в состовном размере позиции относятся к положению
инструмента в конце цикла.
Внимание опасность столкновения!
Для избежания возможных столкновений:
Не программировать непосредственно после цикла
25 в состовном размере, так как позиции относятся к
положению инструмента в конце цикла.
На всех главных осях подвести к определенной
(абсолютной) позиции, так как позиция инструмента
не совподает в конце цикла с положением в начале
цикла.