Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 318
318
7 Программирование: дополнительные-функции
7.5
Д
о
по
лнительные
ф
у
нкции
для
ос
е
й
враще
н
ия
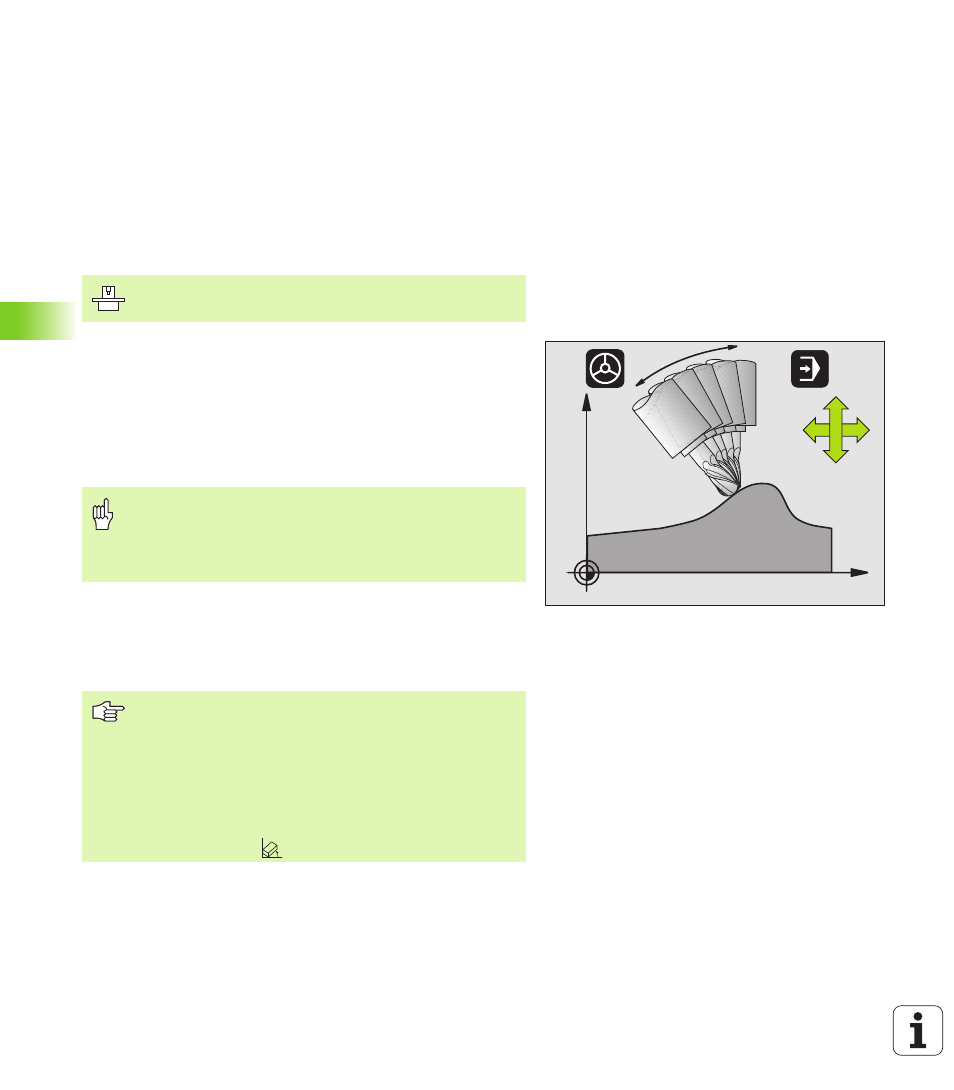
Сохранить позицию вершины инструмента
при позиционировании осей наклона (TCPM):
M128 (ПО-опция 2)
Стандартное поведение
УЧПУ перемещает инструмент на установлённые в программе
обработки позиции. Если изменяется в программе положение
одной из осей наклона, то надо пересчитывать возникшое из этого
смещение по линейным осям и произвести перемещение в одном
кадре позиционирования.
Поведение с M128 (TCPM: Tool Center Point Management)
Если изменяется в программе положение управляемой оси
наклона, то положение вершины инструмента в соотношении к
загатовке не изменяется во время операции наклона.
Используйте M128 вместе с M118, если хотите изменить
положение осей наклона с помощью маховичка во время прогона
программы. Совмещение позиционирования маховичком
осуществляется при активном M128 в жесткой системе координат
станка.
После M128 можете вветси ещё одно значение подачи, с
помощью которой УЧПУ выполняет выравнивающие
перемещения по линейным осям. Если не вводите подачи или она
больше установленной в параметре станка 7471, то задействует
подача из параметра станка 7471.
Геометрия станка должна дефинироваться
производителем станков в таблицы кинематики.
X
Z
B
Z
X
В случае осей наклона с торцовыми зубьями:
Изменить положение оси наклона, лишь после выхода
инструмента из материала. Иначе могут возникнуть
повреждения контура при выходе из зубчатого
зацепления.
До позиционирований с M91 или M92 и до TOOL CALL:
M128 возвратить в исходное состояние.
Для избежания повреждений контура можете с M128
использовать только радиусную фрезу.
Длина инструмента должна относиться к центру
головки радиусной фрезы.
Если M128 активная, то УЧПУ указывает в индикации
статуса символ
.