Образцы точек на линиях (цикл 221), 5 цик л ы для произв едения обра зцов из то ч е к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 430
430
8 Программирование: циклы
8.5
Цик
л
ы
для
произв
едения
обра
зцов
из
то
ч
е
к
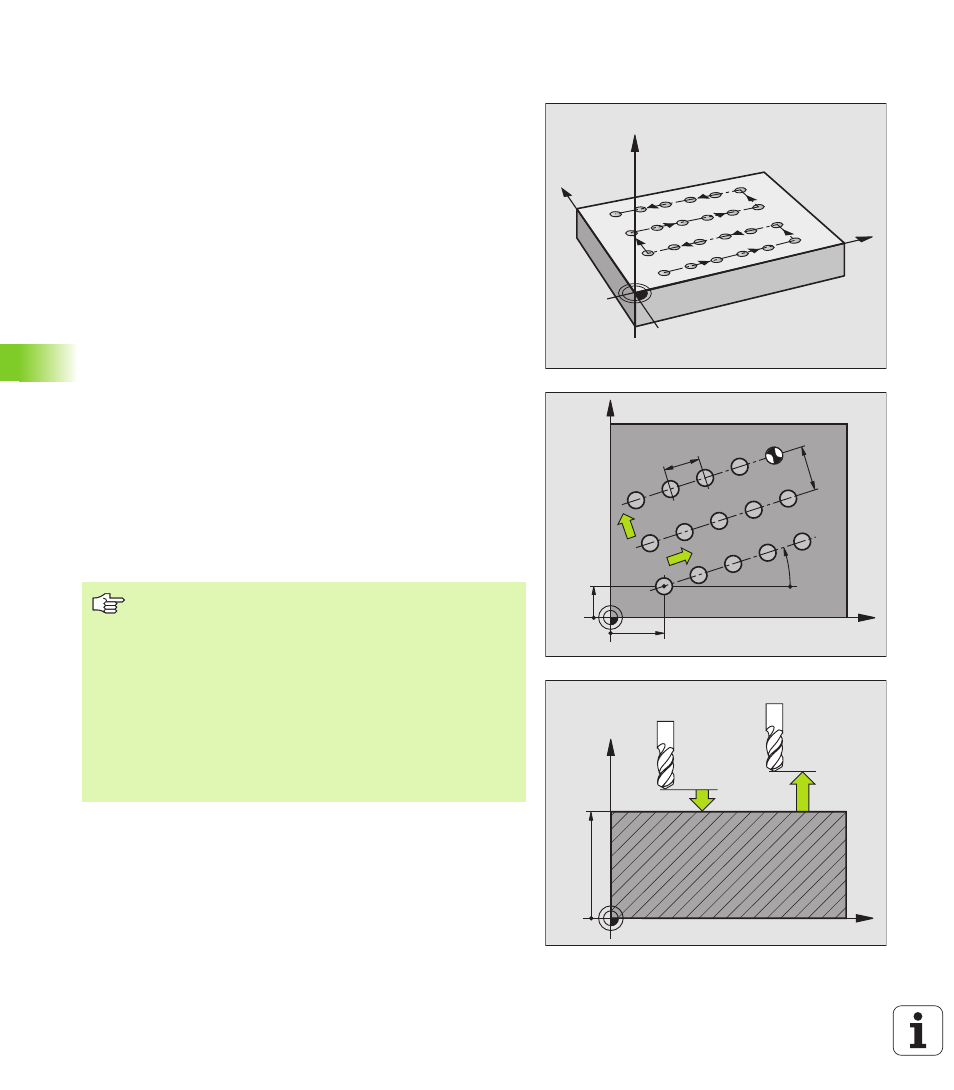
ОБРАЗЦЫ ТОЧЕК НА ЛИНИЯХ (цикл 221)
1 УЧПУ позиционирует инструмент на ускоренной передачи от
актуальной позиции на точку старта первой обработки.
Последовательность:
2. наезд на 2-ое безопасное расстояние (ось шпинделя)
наезд точки старта на плоскости обработки
перемещение на безопасное расстояние над поверхностью
загатовки (ось шпинделя)
2 С этого положения УЧПУ отрабатывает определённый в
последнюю очередь цикл обработки
3 Затем УЧПУ позиционирует инструмент в положительном
направлении главной оси на точку старта следующего
прохода; инструмент находится при этом на безопасном
расстоянии (или на 2-ом безопасном расстоянии)
4 Эта операция (1 до 3) повторяется, пока не будут отработаны
все проходы на первой строке; инструмент стоит на последней
точке первой строки
5 После этого УЧПУ перемещает инструмент к последней точке
второй строки и выполняет там обработку
6 Оттуда УЧПУ позиционирует инструмент в отрицательном
направлении главной оси на точку старта следующего прохода
7 Эта операция (6) повторяется, пока не будут отработаны все
проходы второй строки
8 Затем УЧПУ перемещает инструмент на точку старта
следующей строки
9 Маятниковым движением отрабатываются все дальшие
строки
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204
Обратите внимание перед программированием
Цикл 221 является DEF-активным, что означает, цикл
221 вызывает автоматически в последнем
определённый цикл обработки.
Если комбинируете один из циклов обработки от 200 до
209 и от 212 до 215, 251 до 253 и 261 до 267 с циклом
221, то Безопасное расстояние, поверхность загатовки
и 2-ое Безопасное расстояние действуют как в цикле
221.
Если используется цикл 254 Круглая канавка вместе с
циклом 221, тогда положение канавки 0 не допускается.