Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 408
408
8 Программирование: циклы
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
па
зо
в
8
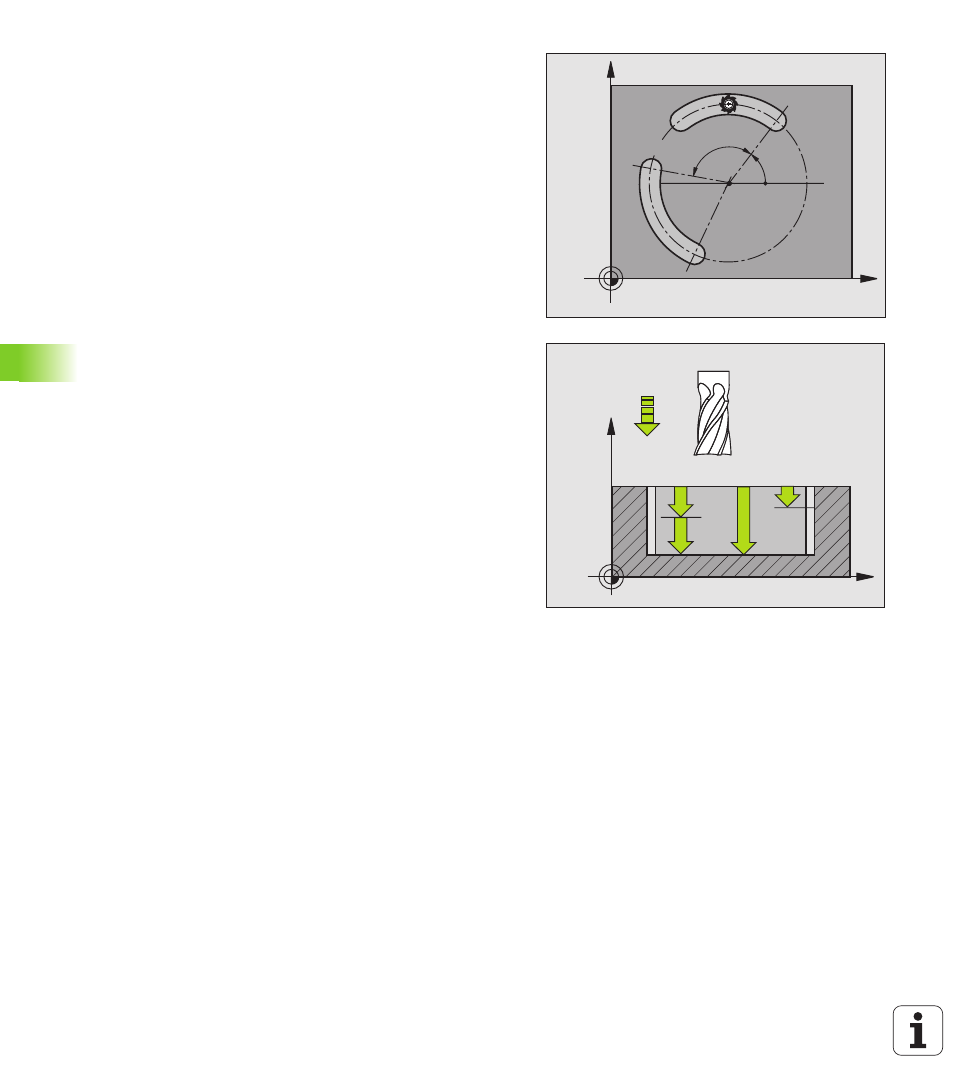
Шаг угла Q378 (инкрементно): Угол, на который
поворочивается целый паз. Центр вращения
лежить в центре делительной окружности
8
Количество рабочих ходов Q377: Количество
рабочих ходов на делительной окружности
8
Подача фезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
8
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = фрезерование попутное
–1 = фрезерование встречное
8
Глубина Q201 (инкрементно): Расстояние
поверхности загатовки – дна канавки
8
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз инструмент погружается в
материал, ввести значение больше 0.
8
Припуск на чистовую обработку на глубине
Q369 (инкрементно): Припуск на чистовую
обработку на глубине
8
Подача врезания на глубину Q206: Скорость
перемещения инструмента при перемещении на
глубину в мм/мин
8
Врезание чистовая обработка Q338
(инкрементно): размер, на который инструмент
врезается на оси шпинделя при чистовой
обработке. Q338=0: чистовая обработка с одним
врезанием в материал
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338