Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 317
HEIDENHAIN iTNC 530
317
7.5
Д
о
по
лнительные
ф
у
нкции
для
ос
е
й
враще
н
ия
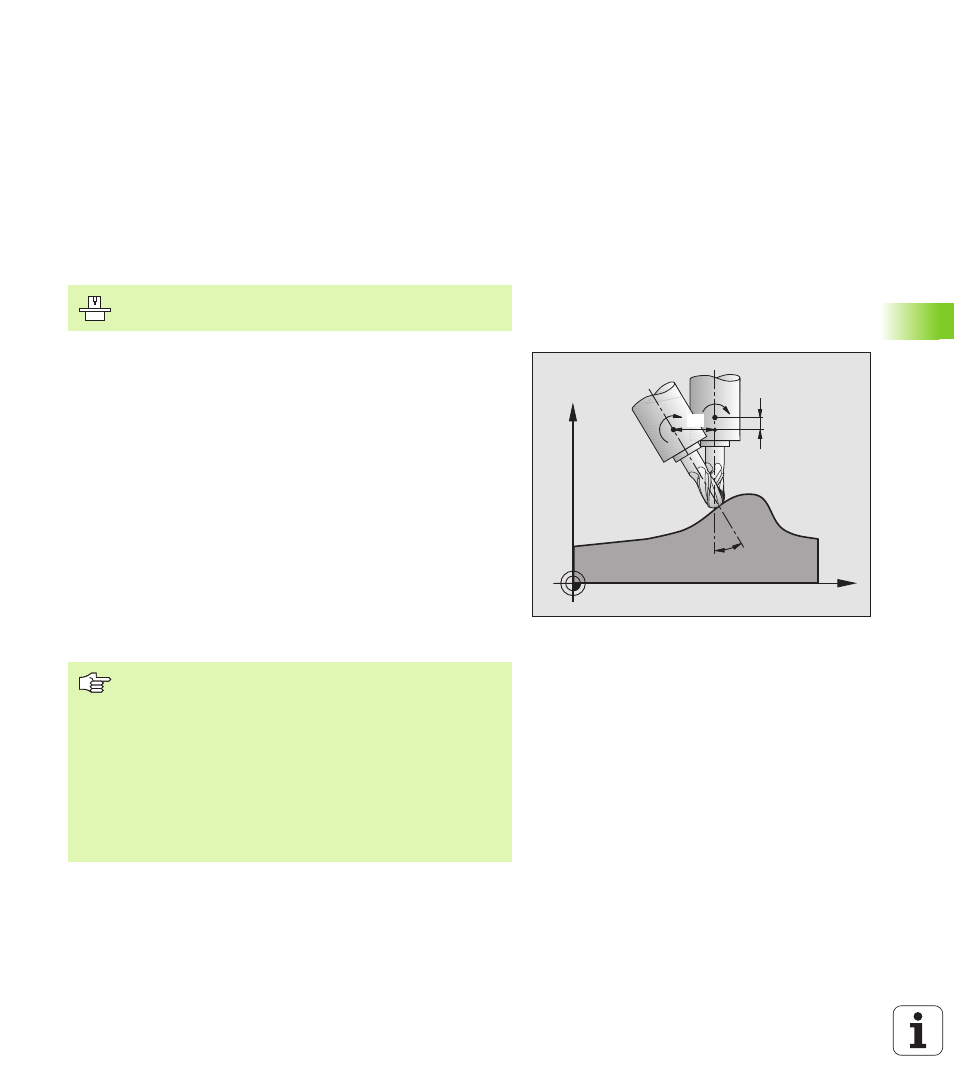
Автоматическая коррекция геометрии станка при
работе с осями наклона: M114 (ПО-опция 2)
Стандартное поведение
УЧПУ перемещает инструмент на установлённые в программе
обработки позиции. Если изменяется в программе положение
одной из осей наклона, то постпроцессор должен пересчитывать
возникшое из этого смещение по линейным осям и произвести
перемещение в одном кадре позиционирования. Так как в этом
случае играет определённую роль геометрия станка, для каждого
станка надо отдельно рассчитывать ЧУ-программу.
Поведение с M114
Если изменяется в программе положение управляемой оси
наклона, то УЧПУ компенсирует смещение инструмента с
помощью 3D-коррекции длины автоматически. Так как геометрия
станка сохраняется в параметрах станка, то УЧПУ компенсирует
автоматически также характеристические для станка смещения.
Программы должны только раз рассчитываеться
постпроцессором, даже если они отрабатываются на разных
станках с УЧПУ.
Если на Вашем станке нет наклонных осей ( поворот головки
вручную, головка позиционируется PLC), можете после M114
ввести действующее положение поворотной головки (нпр. M114
B+45, Q-параметр допускается).
Коррекция радиуса инструмента должна учитываться системой
САПР или постпроцессором. Программированная коррекция
радиуса RL/RR приводит к появлению сообщения об ошибках.
Если УЧПУ выполняет коррекцию длины инструмента, то
программированная подача относится к вершине инструмента, в
других случаях к опорной точке инструмента.
Действие
M114 задействует в начале предложения, M115 в конце
предложения. M114 не действует при активной коррекции
радиуса инструмента.
M114 отнимаете с M115. В конце программы M114 становится
недействительным.
Геометрия станка должна дефинироваться
производителем станков в таблицы кинематики.
X
Z
dB
dz
dx
B
B
Если Ваш станок оснащён управляемой поворотной
головкой, то можете прервать прогон программы и
изменить положение наклонной оси (нпр. с помощью
маховичка).
С помощью функции ПРОБЕГ К БЛОКУ N можете
продолжать программу обработки, начиная с места
прервания работы. УЧПУ учитывает при активном
M114 новое положение наклонной оси автоматически.
Чтобы изменить положение наклонной оси с помощью
маховичка во вермя прогона программы, используйте
M118 вместе с M128.