Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 211
HEIDENHAIN iTNC 530
211
5.4
Тр
ех
м
е
р
н
а
я
к
оррекция
инстр
умента
(
опция
программног
о
обе
спе
чения
2)
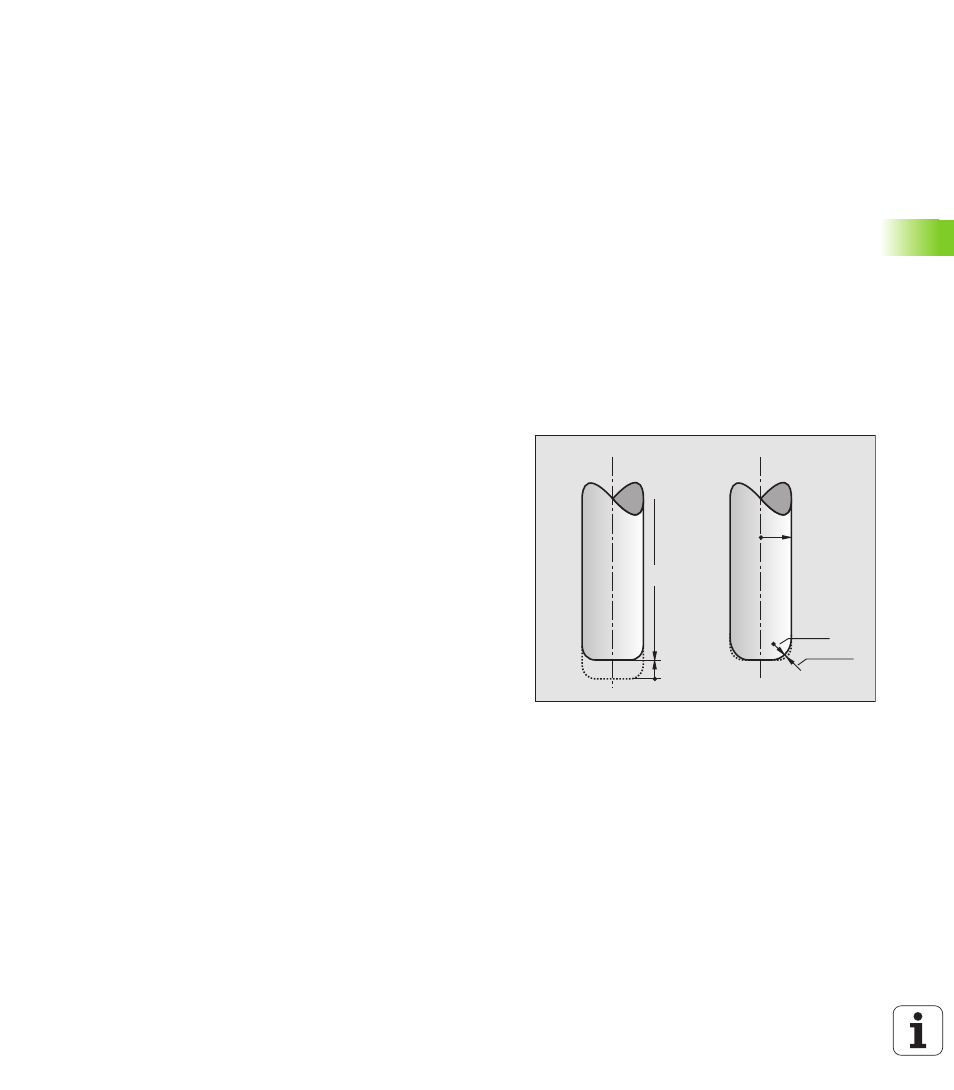
Допускаемые формы инструмента
Допускаемые формы инструментов (смотри рисунок)
определяете в таблицы инструментов, используя радиусы
инструментов R и R2:
Радиус инструмента R: Расстояние от центра инструмента до
наружия инструмента
Радиус инструмента 2 R2: Радиус закругления от вершины
инструмента до наружия инструмента
Соотношение R к R2 определяет форму инструмента:
R2 = 0: Концевая фреза
R2 = R: Радиусная фреза
0 < R2 < R: угловая радиусная фреза
На основании этих данных расчитываются координаты для
опорной точки инструмента P
T
.
применение других инструментов: Значения
дельта
Если применяете инструменты, обладающие другими размерами
как это превоначально предусмотрено, то введите разницу длины
и радиуса как значения дельта в таблицу инструментов или в
запись вызова инструмента TOOL CALL:
Положительное значение дельта DL, DR, DR2: Размеры
инструмента больше размеров оригнального инструмента
(припуск)
Отрицательное значение дельта DL, DR, DR2: Размеры
инструмента меньше размеров оригнального инструмента
(припуск)
УЧПУ корригирует потом положение инструмента на величину
суммы значений дельта из таблицы инструментов и вызова
инструмента.
DL>0
L
R
DR2>0
R2