Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 422
422
8 Программирование: циклы
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
па
зо
в
8
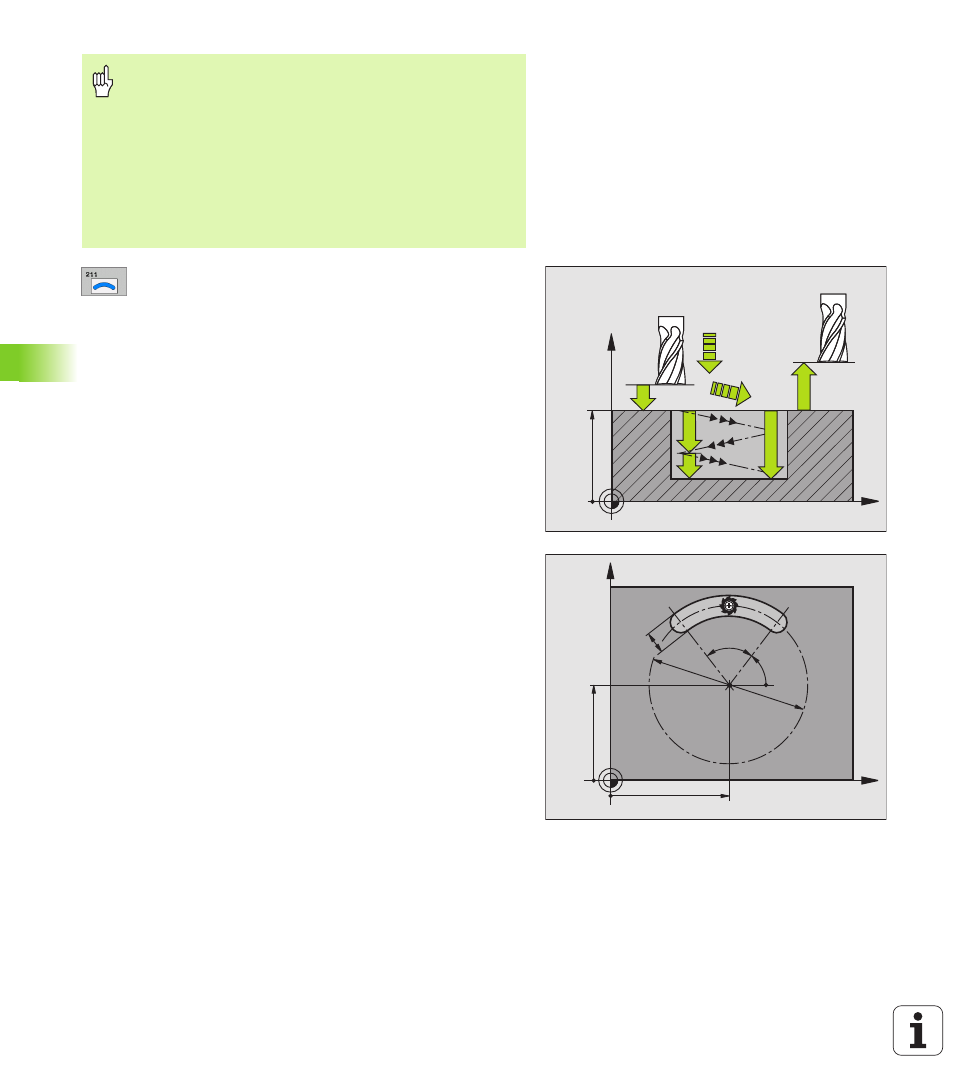
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента – поверхность
загатовки
8
Глубина Q201 (инкрементно): расстояние
поверхность загатовки – дно паза
8
Подача фезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
8
Глубина врезания Q202 (инкрементно): размер,
на который инструмент в целом подводится
маятчиковым движением на оси шпинделя
8
Обьём обработки (0/1/2) (0/1/2) Q215: определить
обьём обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
8
Коорд. поверхности загатовки Q203
(абсолютно): координата поверхности загатовки
8
2. Безопасное расстояние Q204 (инкрементно):
Z-координата, на которой не может произойти
столкновение инструмента с загатовкой
(зажимным приспособлением)
8
Центр 1-ой оси Q216 (абсолютно): центр канавки
на главной оси плоскости обработки
8
Центр 2-ой оси Q217 (абсолютно): центр канавки
на вспомогательной оси плоскости обработки
8
Диаметр делительной окружности Q244: ввести
диаметр делительной окружности
8
2. Длина бока Q219: ввести ширину паза; если
вводите ширину паза равну диаметру
инструмента, то УЧПУ осуществляет только
черновую обработку (фрезерование продольного
паза)
8
Угол старта Q245: (абсолютно): ввести полярный
угол точки старта
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столкновения!
Учтите, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции. Инструмент
перемещается по оси инструментов на ускоренной
подачи на безопасное расстояние ниже поверхности
обрабатываемой детали!
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244