3 коррекция инструмента, Введение коррекция на длину инструмента, 3 коррекция инстр умента 5.3 коррекция инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03)
Страница 205: Введение, Коррекция на длину инструмента
HEIDENHAIN iTNC 530
205
5.3
Коррекция
инстр
умента
5.3 Коррекция инструмента
Введение
УЧПУ корригирует траекторию инструмента на значение
коррекции для длины инструмента по оси шпинделя и на значение
радиуса инструмента на плоскости обработки.
Если составляете программу обработки непосредственно в
УЧПУ, то коррекция на радиус инструмента действует только на
плоскости обработки. УЧПУ учитывет при этом вплоть до пяти
осей, включая оси вращения.
Коррекция на длину инструмента
Коррекция инструмента для длины действует, как только
вызываете инструмент и перемещаете его по оси шпинделя. Она
отменяется, как только вызывается инструмент длиной L=0.
При коррекции длины учитываются так значения дельта из TOOL
CALL-кадра как и из таблицы инструментов.
Значение коррекции = L + DL
TOOL CALL
+ DL
TAB
с
Если САПР составляет предложения программы с
векторами нормали поверхности, то УЧПУ может
провести трёхмерную коррекцию инструмента, смотри
“Трехмерная коррекция инструмента (опция
программного обеспечения 2)”, страница 209.
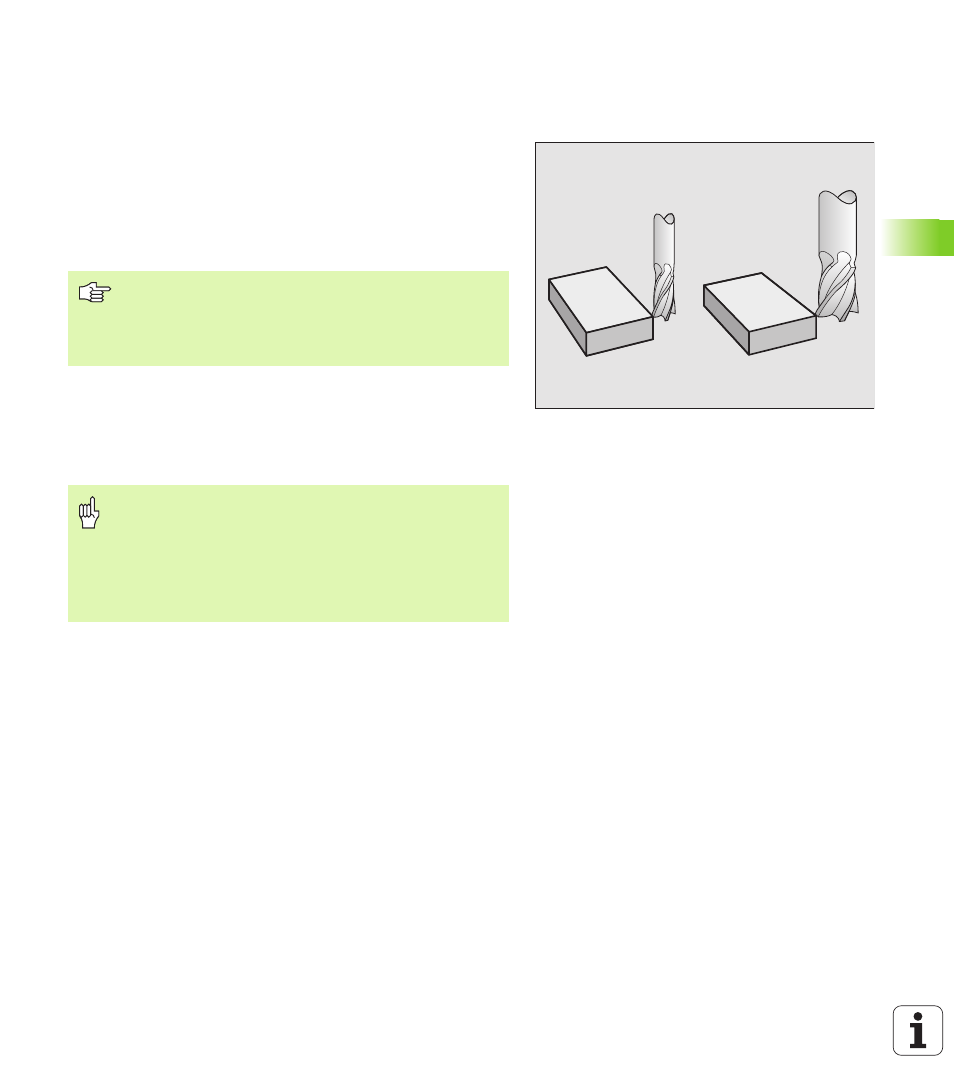
Если отменяете коррекцию длины с положительным
значением с TOOL CALL 0, то сокращается
расстояние инструмента от загатовки.
После вызова иструмента с помощью TOOL CALL
изменяется программированная путь инструмента по
оси шпинделя на разницу длины между старым и
новым инструментом.
L:
Длина инструмента L из TOOL DEF-кадра или
таблицы инструментов
DL
TOOL CALL
:
Припуск DL для длины из TOOL CALL-кадра
(не учитывается в индикации положения)
DL
TAB
:
Припуск DL для длины из таблицы
инструментов