Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-01)
Страница 250
250
8 Программирование: циклы
8.3
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
па
зо
в
8
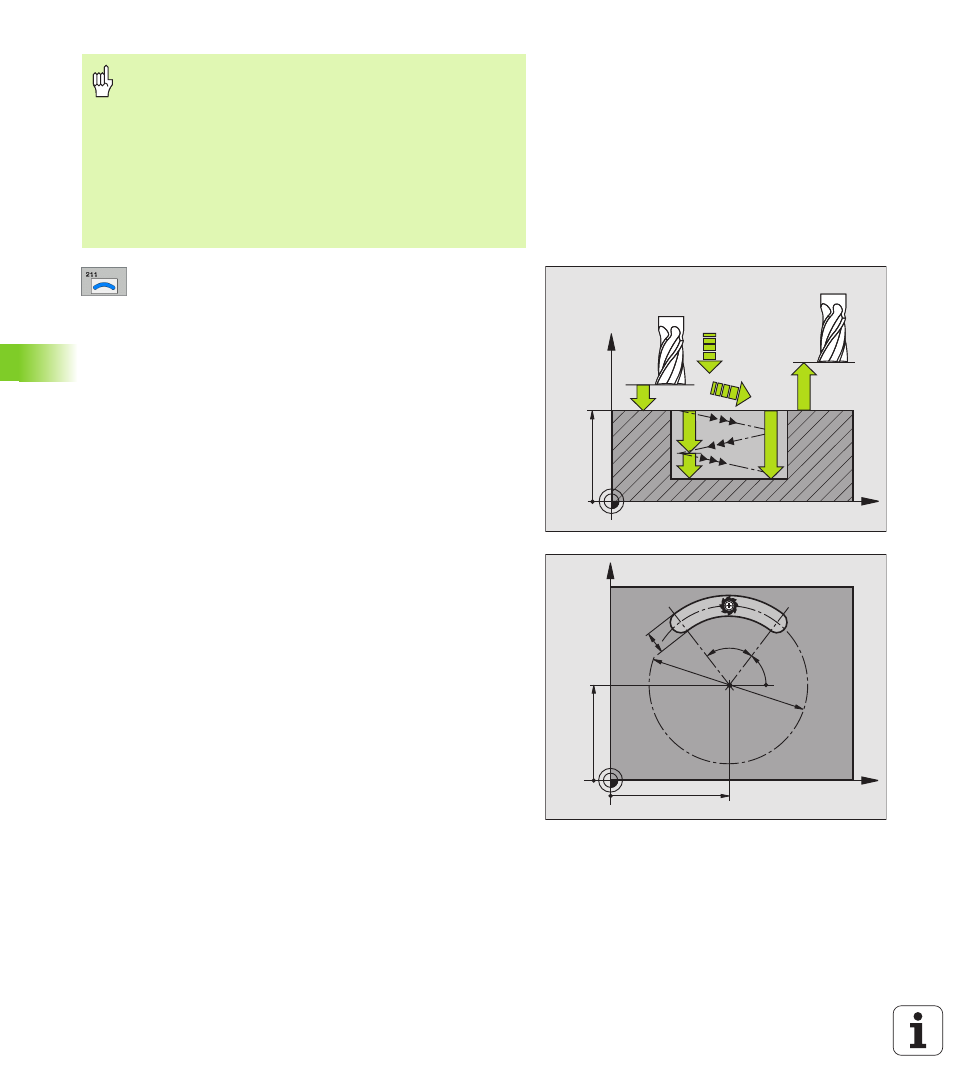
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента – поверхность
загатовки
8
Глубина Q201 (инкрементно): расстояние
поверхность загатовки – дно паза
8
Подача фезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
8
Глубина врезания Q202 (инкрементно): размер,
на который инструмент в целом подводится
маятчиковым движением на оси шпинделя
8
Обьём обработки (0/1/2) (0/1/2) Q215: определить
обьём обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
8
Коорд. поверхности загатовки Q203
(абсолютно): координата поверхности загатовки
8
2. Безопасное расстояние Q204 (инкрементно):
Z-координата, на которой не может произойти
столкновение инструмента с загатовкой
(зажимным приспособлением)
8
Центр 1-ой оси Q216 (абсолютно): центр канавки
на главной оси плоскости обработки
8
Центр 2-ой оси Q217 (абсолютно): центр канавки
на вспомогательной оси плоскости обработки
8
Диаметр делительной окружности Q244: ввести
диаметр делительной окружности
8
2. Длина бока Q219: ввести ширину паза; если
вводите ширину паза равну диаметру
инструмента, то УЧПУ осуществляет только
черновую обработку (фрезерование продольного
паза)
8
Угол старта Q245: (абсолютно): ввести полярный
угол точки старта
С помощью параметра станка suppressDepthErr
настраиваете, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (вкл)
или нет (выкл).
Внимание опасность столкновения!
Учтите, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается по оси инструментов на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244