Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-01)
Страница 172
172
7 Программирование: дополнительные функции
7.4
Д
о
по
лнительные
ф
у
нкции
для
пов
едения
на
ко
н
тур
е
Предрасчёт контура с коррекцией радиуса
(LOOK AHEAD): M120
Стандартное поведение
Если радиус инструмента является больше ступени контура, по
которой следует перемещаться с коррекцией радиуса, то УЧПУ
прерывает прогон программы и указует сообщение об ошибках.
M97 (смотри “Обработка небольших ступеней контура: M97” на
странице 169) подавляет сообщения об ошибках, но ведет к
маркировке выхода из материала и смещает дополнительно
положение угла.
В случае затылвания УЧПУ повреждает иногда контур.
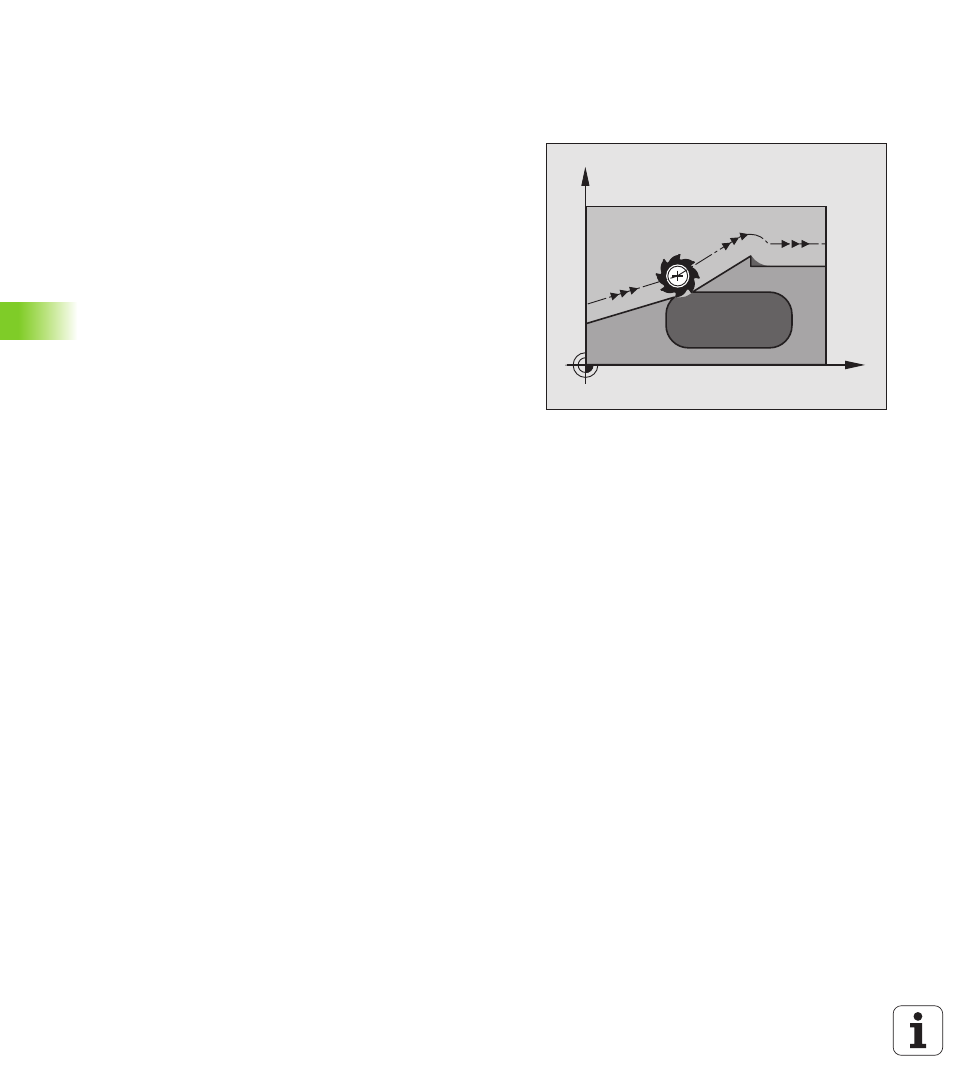
Поведение с M120
УЧПУ проверяет контур с коррекцией радиуса на места
свободного резания и перерезания и рассчитывает траекторию
инструмента, начиная с актуального кадра. Места, в которых
инструмент повреждал бы контур остаются необработанными
(смотри рисунок справа, изображённый в тёмных оттенках).
Можете применять M120 также, для того чтобы дополнить
коррекцией радиуса данные оцифровывания или данные,
составляемые на внешней системе программирования. Таким
образом отклонения от теоретического радиуса инструмента
становятся компенсируемыми.
Количество кадров (максимально 99), предрассчитываемых
УЧПУ, определяете с помощью LA (англ. Look Ahead: смотри
вперед) за M120. Чем больше количество кадров для предрасчёта
в УЧПУ, тем медленее осуществляется переработка кадров.
Ввод
Если вводите в кадре позиционирования M120, то УЧПУ
продолжает диалог для этого кадра и запрашивает количество
кадров для предрасчёта LA.
Действие
M120 должно стоять в ЧУ-кадре, содержащем также коррекцию
радиуса RL или RR. M120 действует с этого кадра до момента
отмены Вами коррекции радиуса с R0
M120 LA0 программировать
M120 программировать без LA
с PGM CALL вызвать другую программу
M120 задействует в начале кадра.
X
Y