3 наезд и от ъ ез д от ко н тур а – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-01)
Страница 126
126
6 Программирование: программирование контуров
6.3
Наезд
и
от
ъ
ез
д
от
ко
н
тур
а
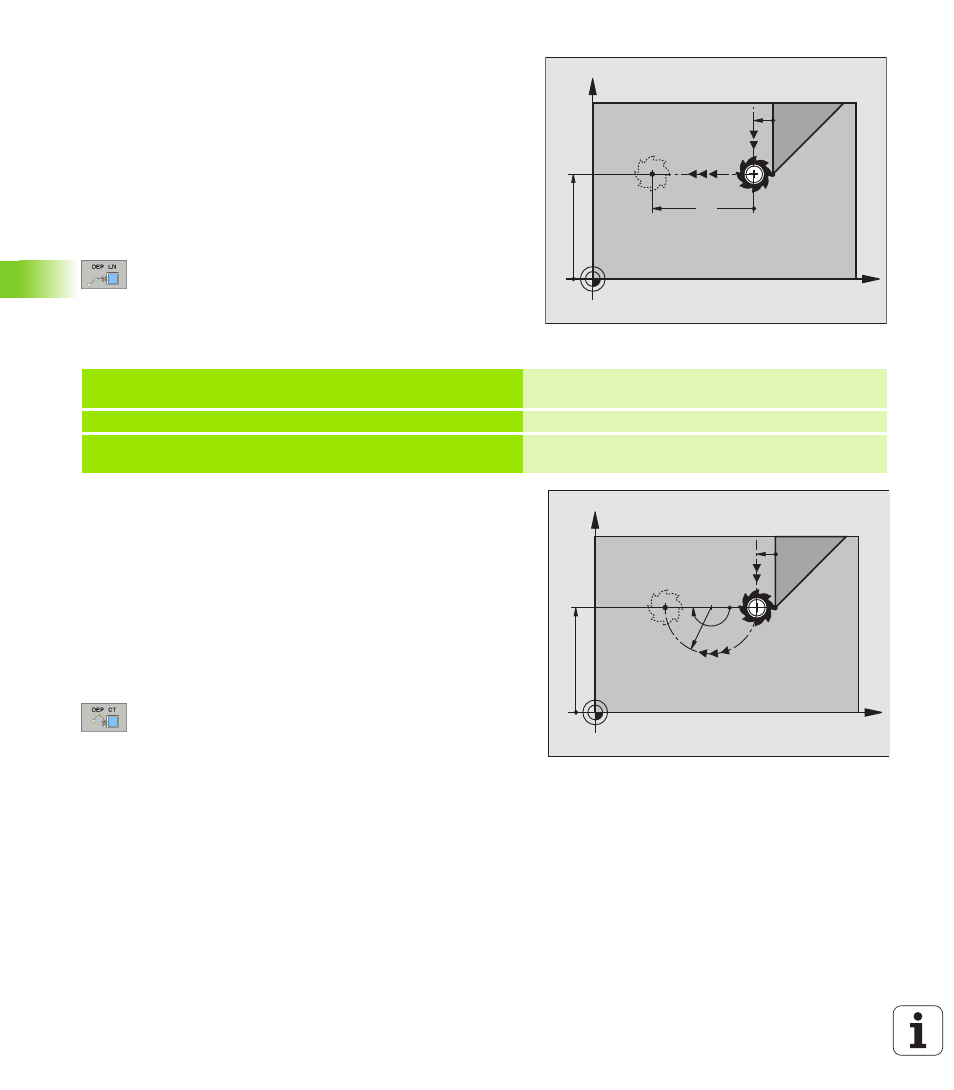
Отвод по прямой перпендикулярно к первой
точке контура: DEP LN
УЧПУ перемещает инструмент по прямой от последней точки
контура P
E
к конечной точке P
N
. Прямая проходить вертикально
от последней точки контура P
E
. P
N
лежит от P
E
на расстоянии LEN
+ радиус инструмента.
8
Программировать последний элемент контура с конечной
точкой P
E
и коррекцией радиуса
8
Открыть диалог с помощью клавиши APPR/DEP и Softkey DEP
LN:
8
LEN: Ввести координаты конечной точки P
N
Внимание: LEN вводить с положительным
значением!
ЧУ-кадры в качестве примера
Отвод от контура по круговой траектории с
тангенциальным примыканием DEP CT
УЧПУ перемещает инструмент по круговой траектории от
последней точки контура P
E
к конечной точке P
N
. Круговая
траектория примыкает тангенциально к последнему элементу
контура.
8
Программировать последний элемент контура с конечной
точкой P
E
и коррекцией радиуса
8
Открыть диалог с помощью клавиши APPR/DEP и Softkey
DEP CT:
8
Угол центра CCA круговой траектории
8
Радиус R круговой траектории
Инструмент должен с той стороны покинуть
загатовку, которая установлена коррекцией
радиуса: R ввести положительно R ввести с
положительным значением
Инструмент должен с той стороны покинуть
загатовку, которая установлена коррекцией
радиуса: R ввести положительно: R ввести с
отрицательным значением
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Последний элемент контура: P
E
с коррекцией
радиуса
24 DEP LN LEN+20 F100
На LEN=20 mm отвод от контура по вертикали
25 L Z+100 FMAX M2
Z переместить свободно, прыжок назад, конец
программы
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR