Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes
Страница 9
HEIDENHAIN CNC PILOT 4290
9
1.1
Основные
по
л
о
ж
е
ния
Инструменты для оси B
Другим преимуществом оси В является гибкое использование
инструментов при токарной обработке. Путем наклона оси В и
вращения инструмента достигается такое положения
инструмента, которое позволяет осуществлять продольную и
поперечную обработку или, соответственно, радиальную и
осевую обработку на главном шпинделе и противошпинделе
одним и тем же инструментом.
Таким образом сокращается число необходимых инструментов и
количество операций по смене инструмента.
Инструментальные данные: все инструменты описываются Х-,
Z- и Y-размерами и коррекцией в инструментальной базе данных.
Эти размеры соотнесены с углом наклона B=0°.
Дополнительно вводится угол положения. Этот параметр
определяет рабочее положение инструментов без привода
(токарных инструментов).
Угол наклона оси В отсутствует в инструментальных данных. Этот
угол определяется при обращении к инструменту или при его
использовании.
Ориентация инструмента и индикация положения: расчет
крайнего положения токарных инструментов происходит не
основе ориентации режущей кромки. При наклоне и/или
вращении оси В эта ориентация не отслеживается
автоматически.
После ручного перемещения оси В система управления
характеризует отображаемое положение как недействительное.
Индикация черными цифрами: отображаемое положение
действительно.
Индикация серыми цифрами: отображаемое положение
недействительно.
После перемещения оси В необходимо проверить, остается ли
ориентация действительной, и, при необходимости, указать ее
заново.
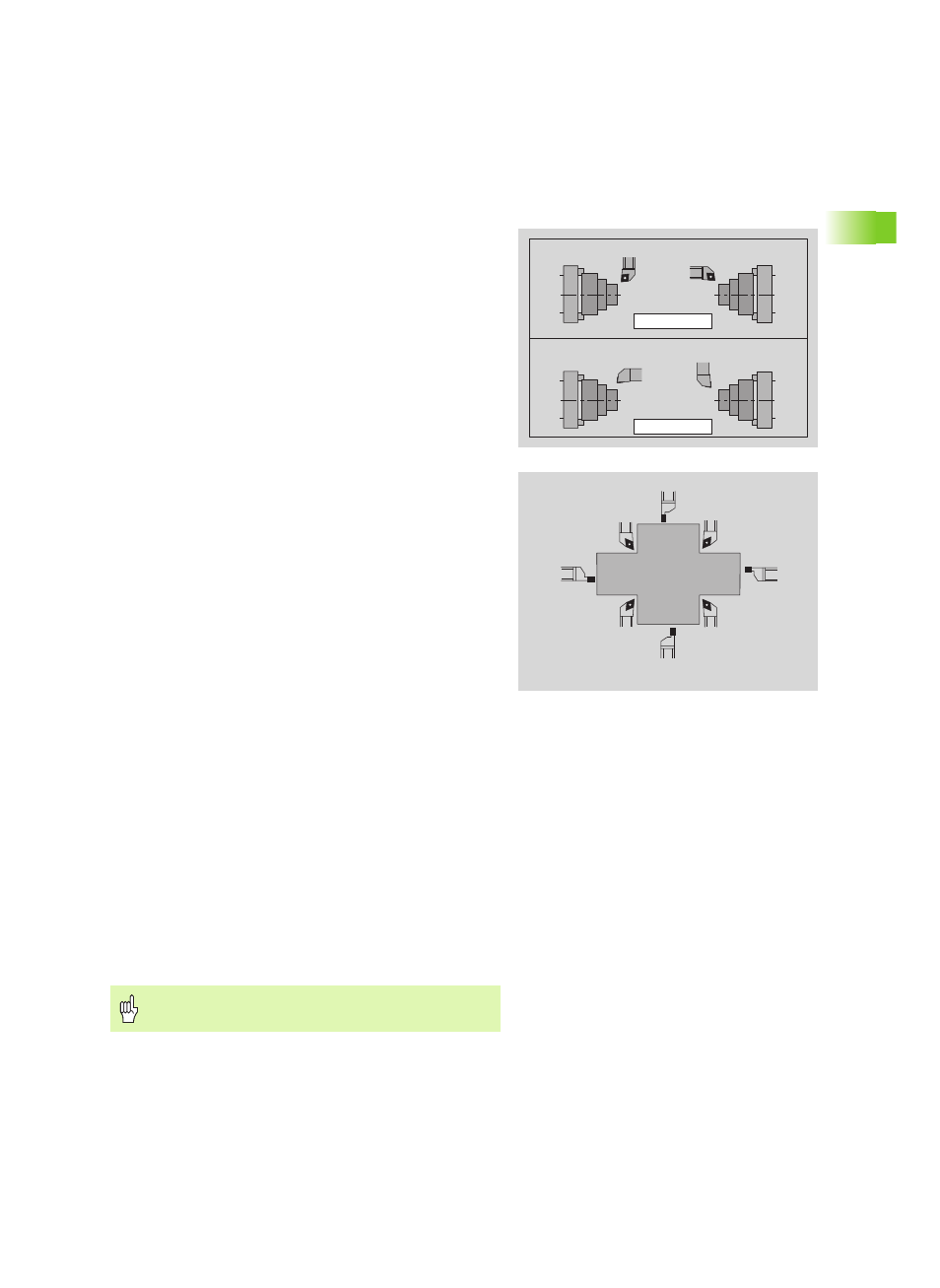
При ориентации инструмента система управления различает
инструменты для черновой и чистовой обработки, грибообразные
инструменты, а также прорезной и резьбонарезающий
инструмент (см. рисунок).
Положения инструментов 1, 3, 5 или 7 распространяются на
инструменты для черновой и чистовой обработки и
грибообразные инструменты. Нейтральные инструменты
распознаются по углу установки.
Положения инструментов 2, 4, 6 или 8 действуют для прорезных
и резьбонарезающих инструментов. Какой именно инструмент
представлен, "левый" или "правый", определяется
инструментальными данными.
Индикатор станка: поле T индикатора станка показывает место
инструмента в магазине. Значения коррекции, показываемые в
этом поле, учитывают актуальный угол поворота оси В.
B0
B90
G714 B.. C180
B90
B180
G714 B.. C0
O=
1
3
7
5
2
4
6
8
После наклона или вращения оси В данные о
положении становятся недействительными.