Наклон плоскости обработки g16, 7 din plus: пл о с ко сти обрабо тки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes
Страница 43
HEIDENHAIN CNC PILOT 4290
43
1.7 DIN PLUS:
пл
о
с
ко
сти
обрабо
тки
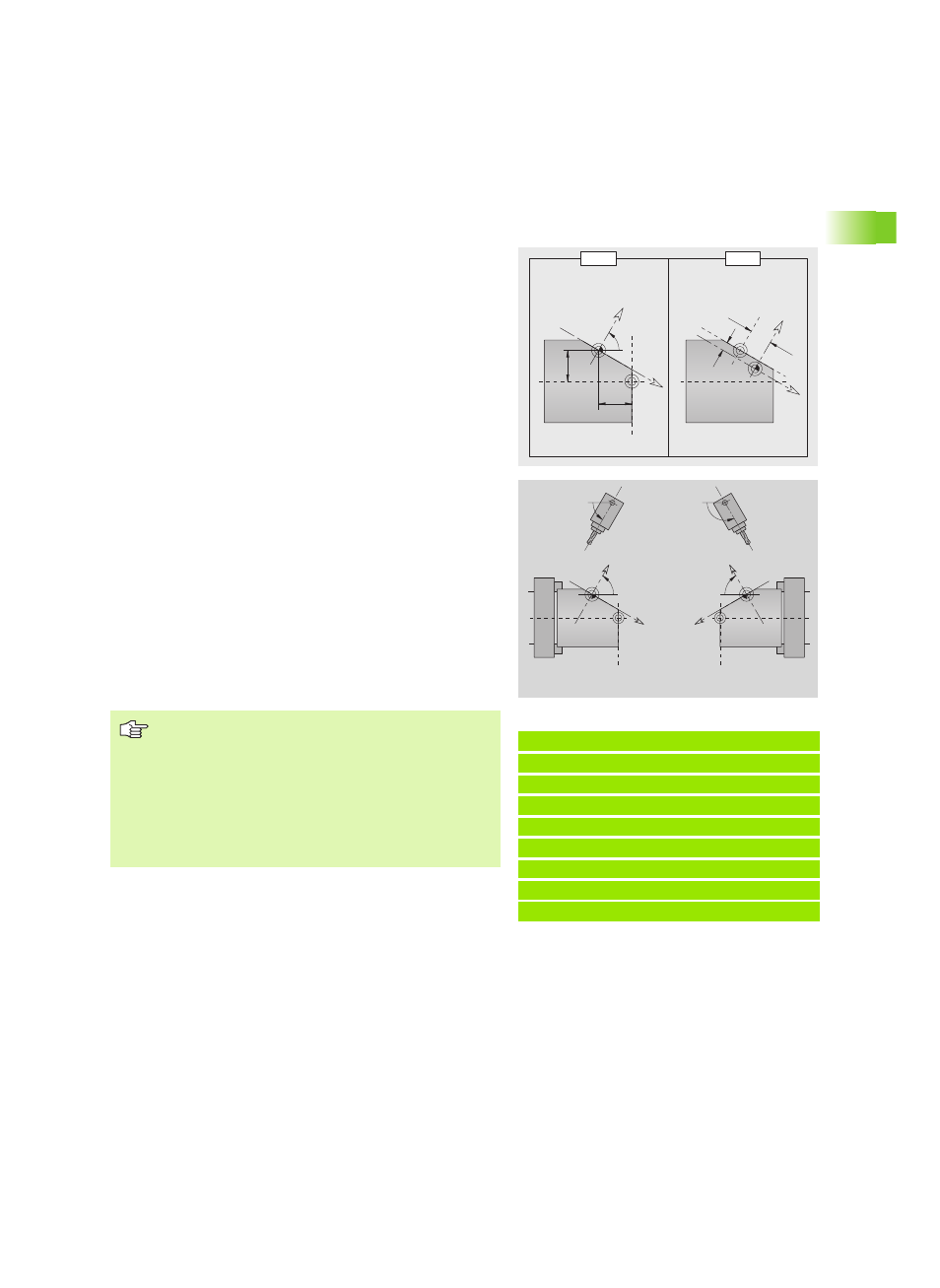
Наклон плоскости обработки G16
G16 выполняет следующие трансформации и вращения:
Перемещает систему координат в положение I, K
Поворачивает систему координат на угол В; начальная точка:
I, K
Перемещает, когда это запрограммировано, систему координат
на U и W в развернутой системе координат
G16 Q0 возвращает обратно обрабатываемую плоскость.
Нулевая точка и система координат, определенная до G16,
теперь снова действительны.
G16 Q2 переключает назад на предыдущую плоскость обработки.
Осью отсчтета для "двугранного угла" является положительное
направление оси Z. Это имеет силу также в зеркальной системе
координат.
Przykład: "G16"
. . .
ОБРАБОТКА
...
N.. G19
N.. G15 B130
N.. G16 B130 I59 K0 Q1
N.. G1 X.. Z.. Y
N.. G16 Q0
. . .
X
U, W
B, I, K
K
I
Z
B
X
U
W
Z
Z
B
X
Z
B
X
Параметры
B
Двугранный угол; привязка: положительное направление
оси Z
I
Плоскость отсчета в направлении Х (размер радиуса)
K
Плоскость отсчета в направлении Z
U
Смещение в направлении X
W
Смещение в направлении Z
Q
Включение/выключение наклона плоскости обработки
0: отключить "Наклон плоскости обработки"
1: наклон плоскости обработки
2: переключение назад на предыдущую плоскость G16
Обратите внимание:
В наклоненной системе координат Х является осью
подачи. Координаты Х задаются как координаты
диаметра.
Зеркальное отображение системы координат не
оказывает влияния на ось отсчета угла наклона
("угол оси В" в G714).
Пока G16 активирована, другие смещения нулевой
точки недопустимы.