Определение положения инструмента g712, 9 din plus: м а га зинные инстр ументы – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes
Страница 49
HEIDENHAIN CNC PILOT 4290
49
1.9 DIN PLUS:
м
а
га
зинные
инстр
ументы
Пример: G714
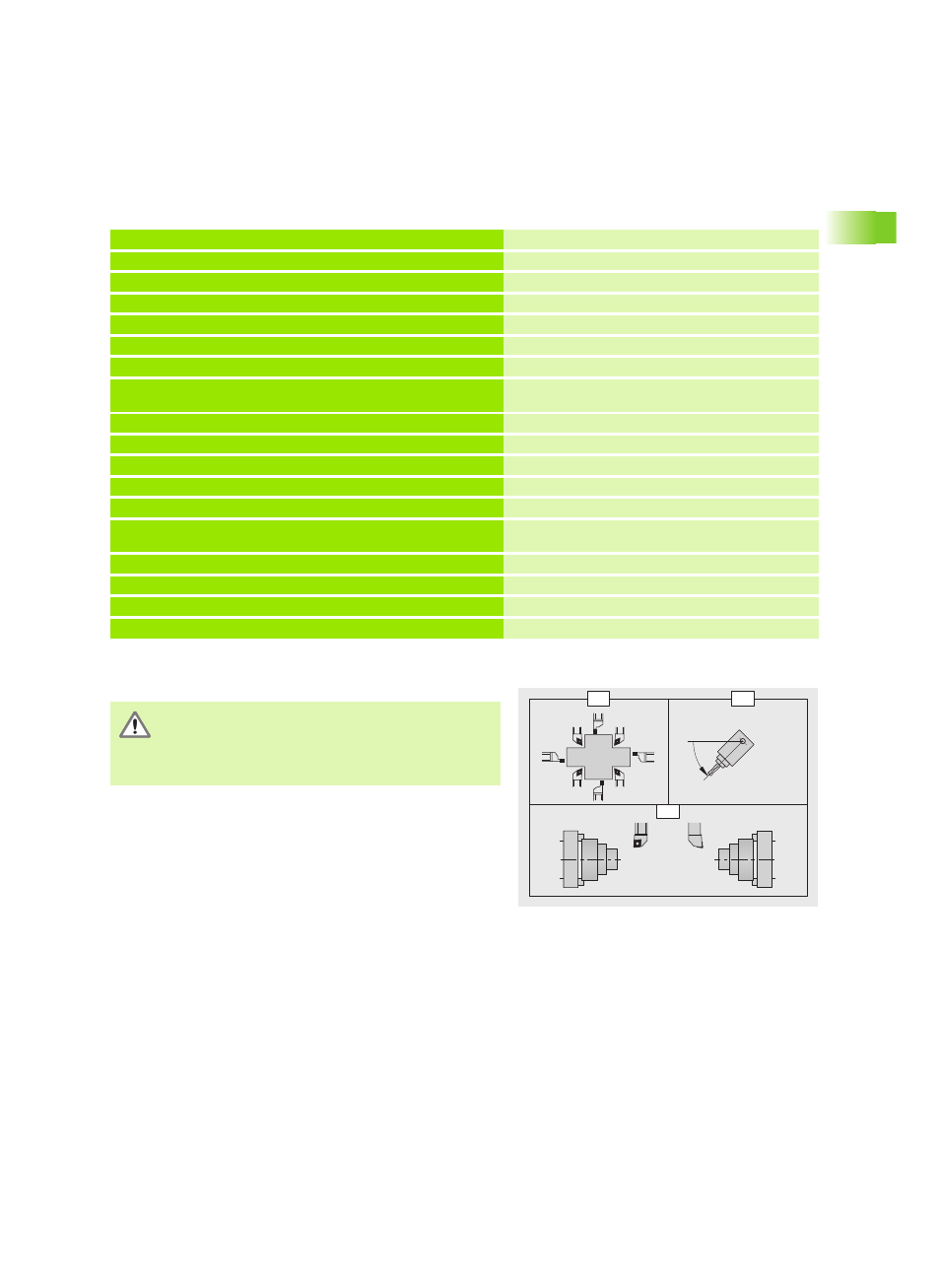
Определение положения инструмента G712
Если ось В была установлена при помощи одиночных команд,
проинформируйте систему управления при помощи G712 о
положении инструмента.
В G712 входят следующие декларации:
уол оси В
коррекция угла положения
ориентация инструмента
. . .
ГОТОВАЯ ДЕТАЛЬ
. . .
БОКОВАЯ ПОВЕРХНОСТЬ_Y X118 C0 B130 I59 K0
Описание повернутой плоскости обработки
. . .
ОБРАБОТКА
. . .
N . . G714 ID"B_522-32-10" O0 B130
Смените инструмент из магазина; наклоните ось
В
N . . G19
Активируйте плоскость YZ
. . .
N . . G840 NS ..
Фрезерование на наклоненной плоскости
. . .
N . . G18
Активируйте плоскость
N . . G714 ID"B_112-93-80" O1 B90 C0
Смените инструмент из магазина; наклоните ось
В, установите коррекцию угла положения.
. . .
N . . G810 NS ..
Токарная обработка
. . .
КОНЕЦ
C=0°
C=180°
B
O=
1
3
7
5
2
4
6
8
C
B
O
Цикл G712 адаптирован производителем к станку.
Следующее описание параметров и процессаов может
отличаться от режимов работы вашего станка.
Соблюдайте рекомендации инструкции по
эксплуатации станка.
Параметры
B
Угол оси В. Угол установки оси В.