10 din plus: линейные и круговые контуры, Фрезерование: линейное перемещение g1 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes
Страница 52
52
1.10 DIN PLUS:
линейные
и
кр
уг
овые
ко
н
тур
ы
1.10 DIN PLUS: линейные и
круговые контуры
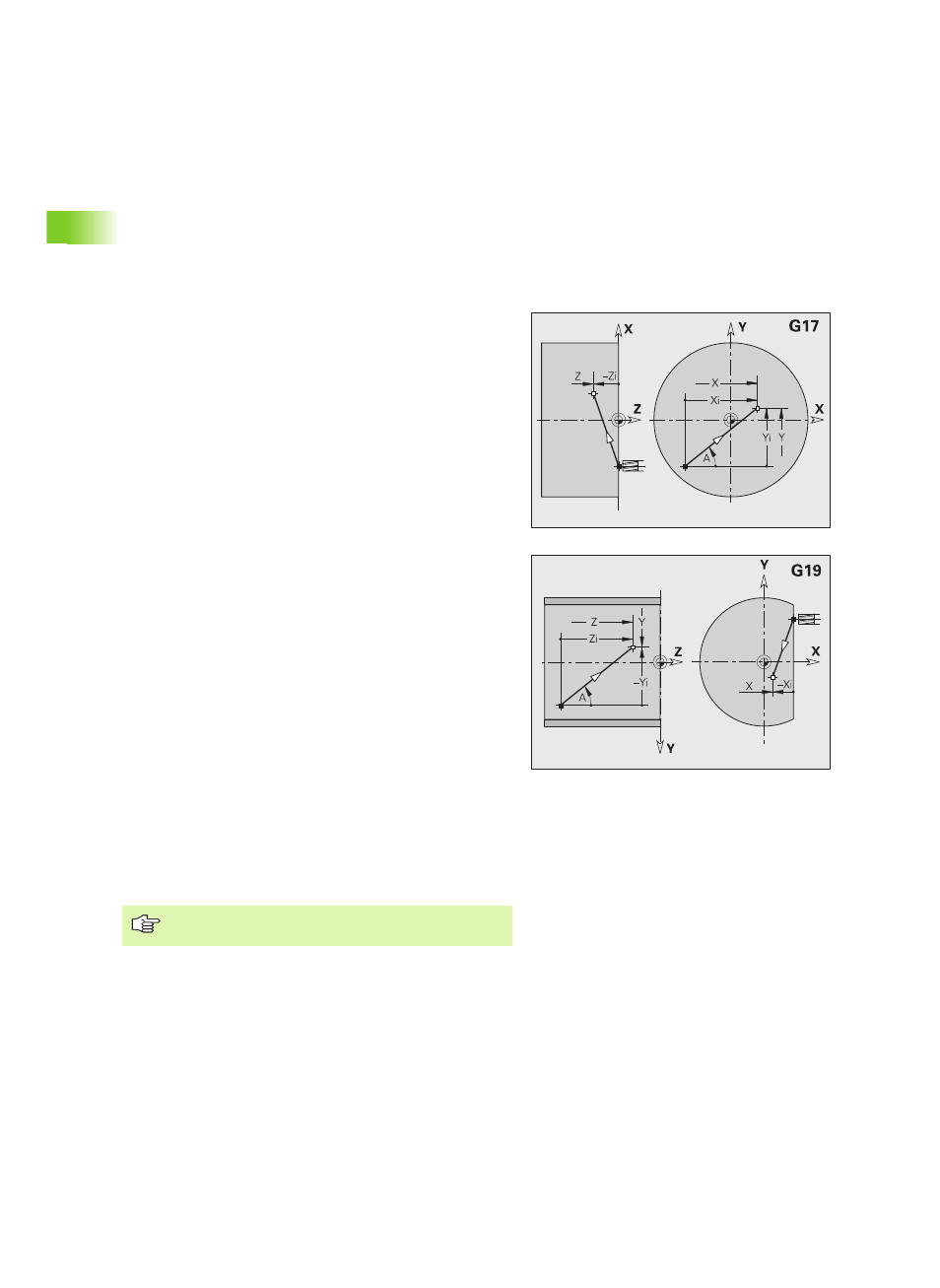
Фрезерование: линейное перемещение G1
G1 перемещает линейно до "конечной точки". G1 выполняется в
зависимости от плоскости обработки:
G17 интерполяция в плоскости XY
Подача в направлении Z
Угол А – привязка: положительное направление оси Х
G18 интерполяция в плоскости XZ
Подача в направлении Y
Угол А – привязка: отрицательное направление оси Z
G19 интерполяция в плоскости YZ
Подача в направлении X
Угол А – привязка: положительное направление оси Z
Параметры
X
Конечная точка (размер диаметра)
Y
Конечная точка
Z
Конечная точка
A
Угол (привязка: зависит от плоскости обработки)
Q
Точка пересечения. Конечная точка, если отрезок
пересекает дугу окружности (по умолчанию: 0):
Q=0: ближняя точка пересечения
Q=1: дальняя точка пересечения
B
Фаска/скругление. Определяет переход к следующему
элементу контура. Программируйте теоретическую
конечную точку, если вводите фаску/скругление.
Ввод отсутствует: плавный переход
B=0: не плавный переход
B>0: радиус скругления
B<0: ширина фаски
E
Коэффициент специальной подачи для фаски/скругления
(по умолчанию:1)
Специальная подача = активная подача * E (0 < E <= 1)
Программирование X, Y, Z: абсолютно, в
приращениях, с самоудержанием или "?"