Фрезерование плоскости, чистовая обработка g842, 1 1 din plus ( ос ь y): цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes
Страница 56
56
1.1
1 DIN PLUS (
ос
ь
Y):
цик
л
ы
фрез
еров
ания
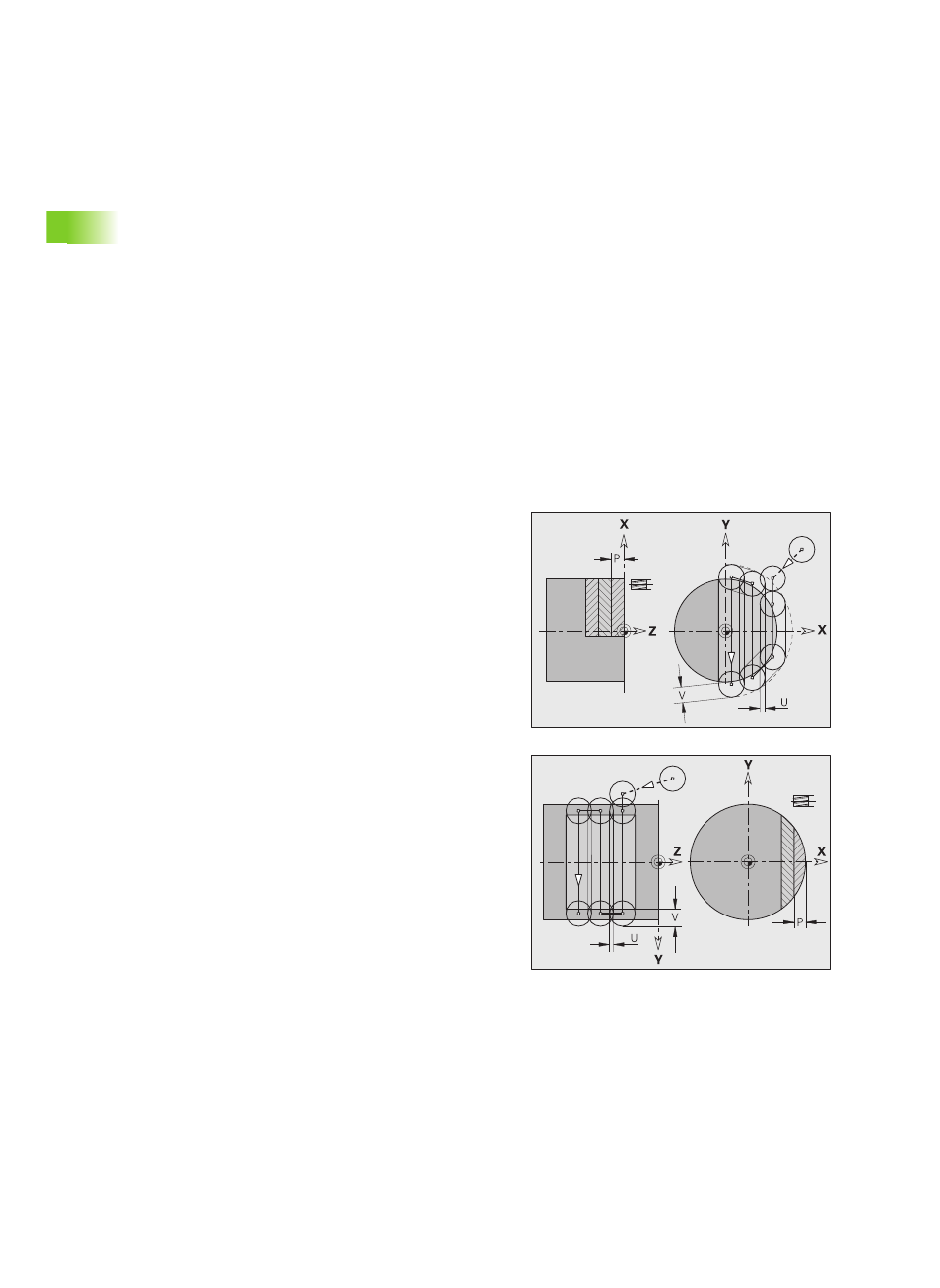
Фрезерование плоскости, чистовая
обработка G842
G842 выполняет чистовую обработку определенных плоскостей
по G376-Geo (плоскость XY) или G386-Geo (плоскость YZ). Цикл
фрезерования выполняется снаружи внутрь. Подача
производится вне материала.
Ход цикла
1 Стартовая позиция (X, Y, Z, C) – это позиция перед циклом
2 Расчет распределения проходов (подача в плоскости
фрезерования, подача на глубину фрезерования)
3 Перемещение на безопасное расстояние и подвод на первую
глубину фрезерования
4 Фрезерование плоскости
5 Отвод на безопасное расстояние, перемещение и подача на
первую глубину фрезерования
6 Повтор пунктов 4...5, пока не закончится фрезерование всей
поверхности
7 Перемещение назад в "плоскости отвода J"
Параметры
NS
Номер кадра – ссылка на описание контура
H
Направление фрезерования боковой поверхности (по
умолчанию: 0)
H=0: встречное
H=1: попутное
P
(Mаксимальная) глубина фрезерования (подача на
врезание в плоскости фрезерования)
U
(Минимальный) коэффициент перекрытия.
Устанавливает перекрытие траекторий фрезерования (по
умолчанию: 0,5).
Перекрытие = U*Диаметр фрезы
V
Коэффициент переполнения. Определяет значение, на
которое фреза превосходит внешний радиус (по
умолчанию: 0,5).
Переполнение = V*Диаметр фрезы
F
Подача для врезания на глубину (по умолчанию: активная
подача)
J
Плоскость возврата (по умолчанию: назад в исходное
положение)
Плоскость XY: позиция отвода в направлении Z
Плоскость YZ: позиция отвода в направлении X
(диаметральный размер)