1 1 din plus ( ос ь y): цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes
Страница 69
HEIDENHAIN CNC PILOT 4290
69
1.1
1 DIN PLUS (
ос
ь
Y):
цик
л
ы
фрез
еров
ания
Фрезерование кармана, чистовая обработка
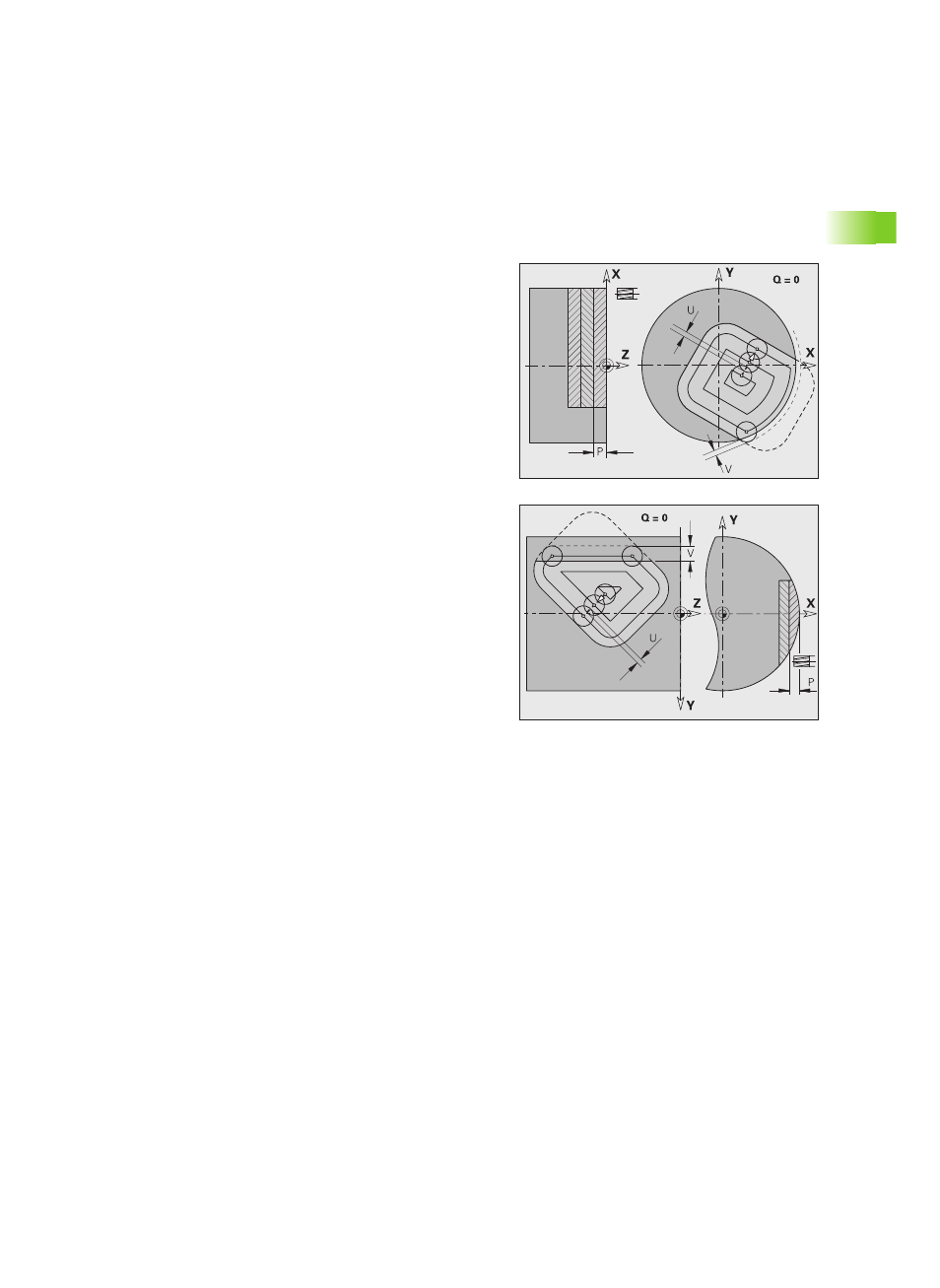
G846 (ось Y)
G846 выполняет чистовую обработку по замкнутым контурам
программных отрезков, определяемых в плоскостях XY и YZ:
ТОРЕЦ_Y
ЗАДНЯЯ СТОРОНА_Y
ОБОЛОЧКА_Y
На направление фрезерования можно повлиять, используя
параметры "Направление фрезерования H", "Направление
обработки Q" и направления вращения фрезы.
Параметры фрезерования
NS
Номер кадра – ссылка на описание контура
P
(Mаксимальная) глубина фрезерования (подача на
врезание в плоскости фрезерования)
R
Радиус дуги входа/выхода (по умолчанию:0)
R=0: непосредственный подвод к элементу контура.
Подача производится в точке подвода над плоскостью
фрезерования, затем происходит перпендикулярная
подача на глубину.
R>0: фреза перемещается по входной/выходной дуге,
плавно прилегающей к элементу контура.
U
(Минимальный) коэффициент перекрытия.
Устанавливает перекрытие траекторий фрезерования (по
умолчанию: 0,5).
Перекрытие = U*Диаметр фрезы
V
Коэффициент переполнения, когда контур фрезерования
возвышается над контуром вращения:
0: полностью выполнено фрезерование по
определенной траектории
0 < V <= 1: переполнение = V*диаметр фрезы
H
Направление фрезерования (по умолчанию: 0)
H=0: встречное
H=1: попутное
F
Подача для врезания на глубину (по умолчанию: активная
подача)
E
Уменьшенная подача для круглых элементов (по
умолчанию: активная подача)
J
Плоскость возврата (по умолчанию: назад в исходное
положение)
Плоскость XY: позиция отвода в направлении Z
Плоскость YZ: позиция отвода в направлении X
(диаметральный размер)