Структура программы, 3 программиров ание перв ой части – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) ISO programming
Страница 55
HEIDENHAIN iTNC 530
55
1.3
Программиров
ание
перв
ой
части
Структура программы
Программа обработки должна по возможности всегда иметь
одинаковую структуру. Благодаря этому повышается ачество
обзора, ускоряется процесс программирования и уменьшается
риск появления источников ошибок.
Рекомендуемая структура программы в условиях простой,
стандартной обработки контуров
1 Вызов инструмента, определение оси инструмента
2 Вывод инструмента из материала
3 Предварительное позиционирование в плоскости обработки
вблизи точки старта контура
4 Предварительное позиционирование на оси инструмента над
заготовкой или на ее уровне на глубине; при необхдимости
включение шпинделя/СОЖ
5 Вход в контур
6 Обработка контура
7 Выход из контура
8 Вывод инструмента из материала, завершение программы
Подробная информация по данной теме:
Программирование контура: Смотри „Движения инструмента”,
страница 188
Рекомендуемая структура программы для простых программ циклов
1 Вызов инструмента, определение оси инструмента
2 Вывод инструмента из материала
3 Определение цикла обработки
4 Подвод к позиции обработки
5 Вызов цикла, включение шпинделя/СОЖ
6 Вывод инструмента из материала, завершение программы
Подробная информация по данной теме:
Программирование циклов: см. руководство пользователя по
циклам
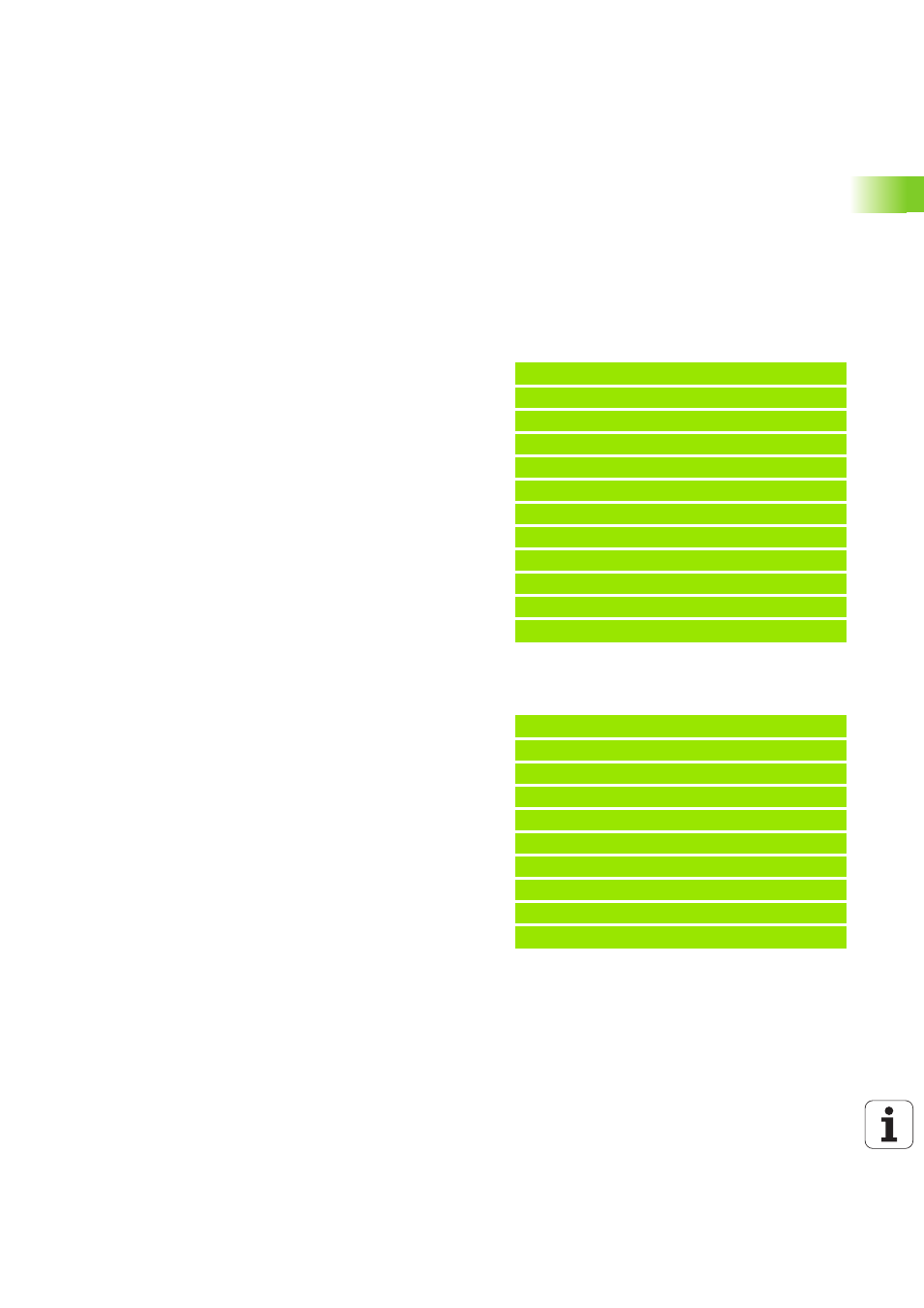
Példa: Структура программы,
программирование контуров
%BSPCONT G71 *
N10 G30 G71 X... Y... Z... *
N20 G31 X... Y... Z... *
N30 T5 G17 S5000 *
N40 G00 G40 G90 Z+250 *
N50 X... Y... *
N60 G01 Z+10 F3000 M13 *
N70 X... Y... RL F500 *
...
N160 G40 ... X... Y... F3000 M9 *
N170 G00 Z+250 M2 *
N99999999 BSPCONT G71 *
Példa: Структура программы,
программирование циклов
%BSBCYC G71 *
N10 G30 G71 X... Y... Z... *
N20 G31 X... Y... Z... *
N30 T5 G17 S5000 *
N40 G00 G40 G90 Z+250 *
N50 G200... *
N60 X... Y... *
N70 G79 M13 *
N80 G00 Z+250 M2 *
N99999999 BSBCYC G71 *