3 вход в контур и выход из контура, Точка старта и конечная точка – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) ISO programming
Страница 193
HEIDENHAIN iTNC 530
193
6.3
Вх
од
в
ко
н
тур
и
вых
о
д
из
ко
н
тур
а
6.3 Вход в контур и выход из
контура
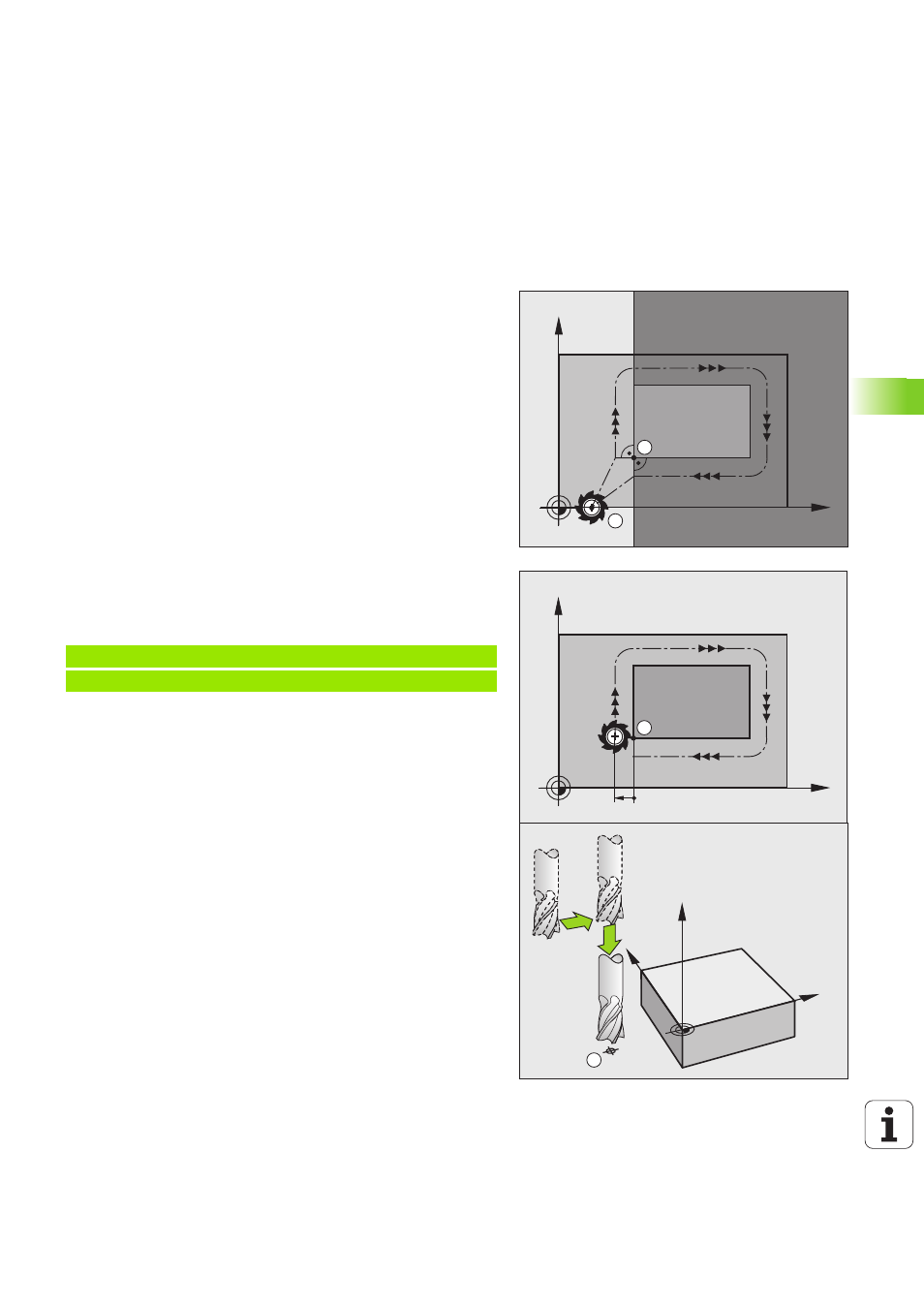
Точка старта и конечная точка
Инструмент перемещается из точки старта к первой точке
контура. Требования к точке старта:
Запрограммирована без поправки на радиус
Обеспечивает подвод без риска столкновения
Вблизи первой точки контура
Пример
Иллюстрация справа вверху: при подводе к первой точке контура
контур повреждается, если точка старта задана в темно-серой
области.
Первая точка контура
Для движения инструмента к первой точке контура следует
запрограммировать поправку на радиус.
Подвод точки старта на оси шпинделя
При подводе к точке старта инструмент должен переместиться по
оси шпинделя на рабочую глубину. При опасности столкновения
подводите точку старта по оси шпинделя отдельно.
Примеры NC-кадров
X
Y
S
A
X
Y
A
G41
Y
X
Z
S
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *